
ਕਾਂਸੀ - ਪਹਿਲੀ ਅਲੋਏ ਜਿਸਨੇ ਹਜ਼ਾਰਾਂ ਸਾਲ ਪਹਿਲਾਂ ਇੱਕ ਵਿਅਕਤੀ ਬਣਾਉਣਾ ਸਿੱਖਿਆ ਹੈ. ਉਸ ਸਮੇਂ ਤੋਂ, ਕਾਂਸੀ ਦੇ ਉਤਪਾਦ ਬਹੁਤ ਮਸ਼ਹੂਰ ਹਨ. ਅੱਜ ਕੱਲ੍ਹ, ਆਧੁਨਿਕ ਮਾਸਟਰ ਫਾਉਂਡਰੀ ਤਕਨਾਲੋਜੀ ਨੂੰ ਘਰਾਂ ਦੀਆਂ ਸਥਿਤੀਆਂ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਦੀ ਕੋਸ਼ਿਸ਼ ਕਰ ਰਹੇ ਹਨ, ਇਸ ਲਈ ਤੁਹਾਨੂੰ ਅਲਮੀਨੀਅਮ ਦੇ ਕਾਂਸੀ ਸਮੇਤ ਇਸ ਤੋਂ ਪ੍ਰਾਪਤ ਕੀਤੇ ਗਏ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਜਾਣਨ ਦੀ ਜ਼ਰੂਰਤ ਹੈ.
ਇਹ ਲੇਖ ਅਜਿਹੇ ਮਹੱਤਵਪੂਰਣ ਸੂਚਕ ਬਾਰੇ ਦੱਸਦਾ ਹੈ ਪਿਘਲਣਾ ਤਾਪਮਾਨ, ਅਤੇ ਪੁੰਜ ਨੂੰ ਗੰਧਕ ਕਰਨ ਅਤੇ ਕਾਂਸੀ ਪਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਪੜਾਵਾਂ ਵਜੋਂ.



ਪਿਘਲਣਾ ਤਾਪਮਾਨ
ਮੌਜੂਦ ਹੈ ਬਿਸਤਰੇ ਦੇ ਵੱਖ ਵੱਖ ਕਿਸਮਾਂ ਦੇ ਪਿਘਲਣ ਦੇ ਤਾਪਮਾਨ ਦਾ ਟੇਬਲ. ਸੁਗੰਧਤ ਕਰਨ ਲਈ ਸਿੱਧਾ ਅੱਗੇ ਵਧਣ ਤੋਂ ਪਹਿਲਾਂ, ਇਹ ਸਮਝਣਾ ਜ਼ਰੂਰੀ ਹੈ ਕਿ ਤਾਪਮਾਨ ਕੀ ਨਿਰਭਰ ਕਰਦਾ ਹੈ ਕਿ ਕਿਹੜਾ ਜਾਂ ਇਕ ਹੋਰ ਧਾਤ ਨੂੰ ਪਿਘਲਣਾ ਸ਼ੁਰੂ ਹੁੰਦਾ ਹੈ ਜਾਂ ਪੂਰੀ ਤਰ੍ਹਾਂ ਤਰਲ ਰਾਜ ਵਿਚ ਜਾਂਦਾ ਹੈ. ਕਾਂਸੀ ਅਸਲ ਵਿੱਚ ਵੱਖੋ ਵੱਖਰੇ ਅਲਾਓਸ ਹਨ ਜਿਸ ਦੀ ਰਚਨਾ ਨੂੰ ਮੁੱਖ ਭਾਗ ਵਜੋਂ ਸ਼ਾਮਲ ਕੀਤਾ ਗਿਆ ਹੈ, ਅਤੇ ਹੋਰ ਤੱਤ ਵਾਧੂ (ਸਹਾਇਕ) ਦੇ ਰੂਪ ਵਿੱਚ ਸ਼ਾਮਲ ਕੀਤੇ ਗਏ ਹਨ.
ਇਹ ਸਾਰੇ ਦੇ ਪਦਾਰਥ ਹੋ ਸਕਦੇ ਹਨ ਅਲਮੀਨੀਅਮ, ਬੇਰੀਲੀਅਮ, ਟਿਨ, ਸਿਲੀਕਾਨ ਅਤੇ ਹੋਰ. ਇਹ ਸਿਰਫ ਕਾਂਸੀ ਦੇ ਰਸਾਇਣਕ ਬਣਤਰਾਂ ਤੋਂ ਹੈ, ਸਾਰੇ ਸਰੀਰਕ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਮਿਕਿੰਗ ਪੁਆਇੰਟ ਸਮੇਤ ਮੈਟਲ, ਸਮੇਤ. ਤਾਂਬੇ ਨੂੰ ਪਿਘਲਣ ਲਈ, ਤੁਹਾਨੂੰ ਇਸ ਨੂੰ ਜਾਣਨ ਦੀ ਜ਼ਰੂਰਤ ਹੈ ਰਸਾਇਣਕ ਰਚਨਾ , ਸਿਰਫ ਤਾਂ ਹੀ ਤੁਸੀਂ ਡਿਗਰੀਆਂ ਸੈਲਸੀਅਸ ਵਿੱਚ ਪਿਘਲਣ ਵਾਲੇ ਬਿੰਦੂ ਨੂੰ ਸਹੀ ਤਰ੍ਹਾਂ ਨਿਰਧਾਰਤ ਕਰ ਸਕਦੇ ਹੋ. ਚੜਾਈ ਦੇ ਤਾਪਮਾਨ ਨਾਲ ਜਾਣੂ ਕਰੀਏ.

ਸ਼ੁੱਧ ਧਾਤ
ਹਾਲਾਂਕਿ ਸਾਫ਼ ਤਾਂਬਾ ਬਹੁਤ ਹੀ ਅਸਮਰਥ ਹੈ, ਕਿਉਂਕਿ ਇਸ ਦੀਆਂ ਤਕਨੀਕੀ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਧੇਰੇ ਵਿਸ਼ੇਸ਼ ਸਟੈਂਪਾਂ ਨਾਲੋਂ ਘਟੀਆ ਹੁੰਦੀਆਂ ਹਨ ਜੋ ਮੈਟਲੁਰਜੀਕਲ ਉਦਯੋਗ ਵਿੱਚ ਇਸ ਧਾਤ ਤੋਂ ਪੈਦਾ ਹੁੰਦੀਆਂ ਹਨ ਤਾਂਬੇ ਦੇ ਪਿਘਲਣਾ ਤਾਪਮਾਨ.
ਕਿਉਂ? ਤੱਥ ਇਹ ਹੈ ਕਿ ਉਨ੍ਹਾਂ ਨੇ ਤਾਂਬੇ ਦੇ, ਜੋ ਰਾਸ਼ਟਰੀ ਅਰਥਚਾਰੇ ਵਿੱਚ ਵਰਤੇ ਜਾਂਦੇ ਹਨ, ਨੂੰ ਅਸ਼ੁੱਧਤਾ ਦੇ ਤੌਰ ਤੇ ਘੱਟ ਗਿਣਿਆ ਜਾਂਦਾ ਹੈ. ਇਸ ਤਰ੍ਹਾਂ, ਉਨ੍ਹਾਂ ਦੀ ਮਾਤਰਾ ਦੀ ਬਕਵਾਸ ਦੇ ਕਾਰਨ, ਤਾਂਬੇ ਦੇ ਬ੍ਰਾਂਡਾਂ ਦਾ ਪਿਘਲਣ ਬਿੰਦੂ ਪਿਗਲ ਕਾਪਰ ਦੇ ਪਿਘਲਦੇ ਬਿੰਦੂ ਦੇ ਨੇੜੇ ਹੈ ਅਤੇ ਇਹ ਲਗਭਗ 1084.5 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਹੈ.
ਜਿਵੇਂ ਕਿ ਪਹਿਲਾਂ ਹੀ ਦੱਸਿਆ ਗਿਆ ਹੈ, ਪਿਘਲਣ ਬਿੰਦੂ ਪਦਾਰਥ ਦੀ ਰਚਨਾ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ, ਇਸ ਕਾਰਨ ਕਰਕੇ ਬਿਸਤਰੇ ਦਾ ਪਿਘਲਿਆ ਬਿੰਦੂ 900-1140 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਦੀ ਸੀਮਾ ਵਿੱਚ ਬਦਲਦਾ ਹੈ.


ਮਿਸ਼ਰਣ
ਕਾਂਸੀ ਵਿਚ ਟਿਨ ਅਜਿਹੇ ਗਾਲਾਂ ਦੇ ਪਿਘਲਦੇ ਬਿੰਦੂ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ, ਇਹ ਵੱਧ ਨਹੀਂ ਹੁੰਦਾ 900-950 ਡਿਗਰੀ ਸੈਲਸੀਅਸ.
ਭਾਰੀ, ਅਲਮੀਨੀਅਮ ਦੇ ਕਾਂਸੇ ਸਮੇਤ ਅਜਿਹੇ ਤਾਪਮਾਨ ਦੀ ਵਿਸ਼ਾਲ ਸੀਮਾ ਹੈ ਜੋ ਤਾਂਬੇ ਦੇ ਅਲੋਏ ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ. ਉਨ੍ਹਾਂ ਦੀ ਪਿਘਲ ਰਹੀ ਬਿੰਦੂ ਹੈ 950-1080 ਡਿਗਰੀ. ਇਸ ਨੂੰ ਧਿਆਨ ਵਿੱਚ ਰੱਖਣਾ ਵੀ ਜ਼ਰੂਰੀ ਹੈ ਕਿ ਕਾਂਸੀ ਦਾ ਵੱਡਾ ਲੇਸ ਇਸ ਲਈ, ਬਿਹਤਰ ਪਿਘਲਣ ਤੋਂ ਬਿਹਤਰ ਬਿਸਤਰੇ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਅੰਤਮ ਪਿਘਲਣ ਤੋਂ ਬਾਅਦ ਇਹ ਬਹੁਤ ਜ਼ਿਆਦਾ ਗਰਮਾਇਆ ਜਾਂਦਾ ਹੈ. ਆਓ ਪਸ਼ੂਆਂ ਵਿੱਚ ਪਿੱਤਲ ਨੂੰ ਗੰਧਲਾ ਕਰਨ ਅਤੇ ਕਾਂਸੇ ਨੂੰ ਕਾਸਟ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਵੇਖੀਏ.


ਕਦਮ-ਦਰ-ਕਦਮ ਹਦਾਇਤ
ਦਸਤਕਾਰੀ ਦੀਆਂ ਸਥਿਤੀਆਂ ਵਿੱਚ, ਛੋਟੇ ਕਾਂਸੀ ਦੇ ਉਤਪਾਦ ਮੁੱਖ ਤੌਰ ਤੇ ਨਿਰਮਿਤ ਹਨ, ਉਦਾਹਰਣ ਲਈ, ਸਜਾਵਟ ਤੱਤ. ਵਧੇਰੇ ਗੁੰਝਲਦਾਰ ਹਿੱਸੇ ਲਈ ਉੱਚ-ਦਰ-ਧੜਕਣ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ, ਜਿਸ ਦੀ ਤਕਨਾਲੋਜੀ ਇਨ੍ਹਾਂ ਉਦੇਸ਼ਾਂ ਲਈ ਨਿਰਧਾਰਤ ਕੀਤੇ ਬਿਨਾਂ ਨਿਰਧਾਰਤ ਕੀਤੇ ਲਾਗੂ ਕਰਨਾ ਬਹੁਤ ਮੁਸ਼ਕਲ ਹੁੰਦਾ ਹੈ. ਅਹਾਤੇ ਦੇ ਨਾਲ ਨਾਲ ਵਿਸ਼ੇਸ਼ ਉਪਕਰਣ . ਕੁਝ ਮਾਮਲਿਆਂ ਵਿੱਚ, ਤੁਹਾਨੂੰ ਸੰਪਾਦਨ ਦੇ ਨਾਲ ਲੋੜੀਂਦੀ ਸਥਿਤੀ ਨੂੰ ਕਾਸਟ ਕਰਨ ਵਿੱਚ ਪਾਉਣਾ ਪੈਂਦਾ ਹੈ ਘਰ ਵਿਚ , ਜਿਵੇਂ ਕਿ ਵਧੇਰੇ ਪਿਘਲੇ ਹੋਏ ਪਦਾਰਥ ਨੂੰ ਹੱਥੀਂ ਹਟਾਉਣਾ, ਉਤਪਾਦ ਨੂੰ ਪੀਸਣਾ ਅਤੇ ਪਾਲਿਸ਼ ਕਰਨਾ.
ਧਾਤ ਦੇ ਪਿਘਲਣ ਤੋਂ ਪਹਿਲਾਂ, ਇਹ ਜ਼ਰੂਰੀ ਹੈ ਅਹਾਤੇ ਨੂੰ ਤਿਆਰ ਕਰੋ ਅਤੇ ਲੋੜੀਂਦੇ ਸੰਦਾਂ ਅਤੇ ਉਪਕਰਣਾਂ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰੋ . ਇਮਾਰਤ ਦੀ ਮੁੱਖ ਜ਼ਰੂਰਤ ਚੰਗੀ ਨਿਕਾਸਣ ਹਵਾਦਾਰੀ ਦੀ ਮੌਜੂਦਗੀ ਦੇ ਨਾਲ ਨਾਲ ਠੋਸ, ਸੀਮਿੰਟ ਜਾਂ ਇੱਟ ਦੀ ਬਣੀ ਫਰਸ਼ ਹੈ. ਛੋਟੇ ਉਤਪਾਦਾਂ ਦੇ ਨਿਰਮਾਣ ਵਿੱਚ, ਇਹ ਜਰੂਰਤਾਂ ਪੂਰੀ ਤਰ੍ਹਾਂ ਵੇਖੀਆਂ ਜਾਂਦੀਆਂ ਹਨ, ਨਹੀਂ ਤਾਂ ਤੁਹਾਨੂੰ ਗੈਰੇਜ ਦੀ ਵਰਤੋਂ ਕਰਨੀ ਪਏਗੀ.
ਘਰ ਵਿਚ ਬਰੋਜ਼ ਕਰਨ ਲਈ, ਤਾਪਮਾਨ ਨਿਯੰਤਰਣ ਦੀ ਸੰਭਾਵਨਾ ਦੇ ਨਾਲ ਇਕ ਵਿਸ਼ੇਸ਼ ਮੱਬਲ ਭੱਠੀ ਨੂੰ ਖਰੀਦਣਾ ਜ਼ਰੂਰੀ ਹੈ, ਪਰ ਤੁਸੀਂ ਇਕ ਸਧਾਰਣ ਪਹਾੜ, ਜਿਸ ਲਈ ਇਕ ਸਰਕਤਾ ਦੀ ਸੇਵਾ ਕਰ ਸਕਦੇ ਹੋ.


ਯੰਤਰਾਂ ਦੀ ਤਿਆਰੀ
ਇੱਕ ਸ਼ੁਰੂਆਤੀ ਤਜ ਨੂੰ ਜਾਂ ਤਾਂ ਸੁਤੰਤਰ ਰੂਪ ਵਿੱਚ ਹੇਠ ਦਿੱਤੇ ਸਾਧਨਾਂ ਨੂੰ ਨਿਰਮਾਣ ਖਰੀਦਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
- ਰਿਫਰਾਐਕਟਰ ਦੇ ਜ਼ਿੱਦ ਦੀ ਸਲੀਬ (ਜਿਵੇਂ ਕਿ ਕਾਸਟ ਲੋਹੇ ਜਾਂ ਸਟੀਲ) ਇਕ ਸਪੋਟ ਦੇ ਨਾਲ ਇਕ ਵਿਸ਼ੇਸ਼ ਭਾਂਡੇ ਹੈ, ਜਿੱਥੇ ਪਿਘਲੇ ਧਾਤ ਦੇ ਟੁਕੜੇ ਪਾਏ ਜਾਂਦੇ ਹਨ.
- ਭੱਠੀ ਵਿੱਚੋਂ ਟਰਿੱਗਰ ਕੱ ract ਣ ਲਈ ਉਪਕਰਣ, ਜੋ ਸਾੜਨ ਦੇ ਜੋਖਮ ਨੂੰ ਘੱਟ ਕਰਦੇ ਹਨ - ਵਿਸ਼ੇਸ਼ ਹੁੱਕ ਅਤੇ ਟਾਂਗ.
- ਪਿਘਲੇ ਹੋਏ ਧਾਤ ਨੂੰ ਭਰਨ ਲਈ ਫਾਰਮ, ਜੋ ਕਿ ਸੱਬੇ ਅਤੇ ਮਾਡਲ ਦੀ ਸਹਾਇਤਾ ਨਾਲ ਨਿਰਮਿਤ ਹੈ.
- ਕੁਲ ਮਿਲਾ ਕੇ ਦੋ ਦਰਾਜ਼ ਹਨ ਜੋ ਮੋਲਡਿੰਗ ਮਿਸ਼ਰਣ ਦੇ ਇੱਕ ਭਰਪਣ ਵਾਲੇ ਰੂਪ ਨਾਲ ਕਾਸਟਿੰਗ ਫਾਰਮ ਨੂੰ ਫੜਦੇ ਹਨ.
- ਵੈਲਡਰ ਮੁਕੱਦਮਾ ਜਾਂ ਸਿਰਫ ਬਹੁਤ ਸੰਘਣੀ ਅਪ੍ਰੋਨ ਅਤੇ ਮਿੱਟੇਨ, ਜਿਸ ਦੀ ਨਿਯੁਕਤੀ ਕਿਸੇ ਵਿਅਕਤੀ ਨੂੰ ਉਡਾਣ ਦੀਆਂ ਚੰਗਿਆੜੀਆਂ ਅਤੇ ਪਿਘਲੇ ਹੋਏ ਧਾਤ ਦੇ ਸਪਲੈਸ਼ ਤੋਂ ਬਚਾਉਣਾ ਹੈ.


ਤੁਹਾਡੇ ਉਪਰੋਕਤ ਦੀ ਮੌਜੂਦਗੀ ਵਿੱਚ ਵੇਖਣ ਤੋਂ ਬਾਅਦ, ਤੁਸੀਂ ਸਿੱਧੇ ਪੱਟੇ ਨੂੰ ਪਿਘਲ ਸਕਦੇ ਹੋ.
- ਗਰਮੀ ਓਵਨ , ਰੈਗੂਲੇਟਰ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਤਾਪਮਾਨ ਦਾ ਸਾਹਮਣਾ ਕਰਨਾ. ਤਾਪਮਾਨ ਪਿੱਤਲ ਦੇ ਰਸਾਇਣਕ ਬਣਤਰ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਅਸੀਂ ਉੱਪਰ ਗੱਲ ਕੀਤੀ ਸੀ. ਉਦਾਹਰਣ ਦੇ ਲਈ, ਅਲਮੀਨੀਅਮ ਦੇ ਪਿੱਠੇ ਲਈ, ਇਸਦਾ ਤਾਪਮਾਨ 1040-1084 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਰਿਹਾ.
- ਅੱਗੇ ਜ਼ਰੂਰੀ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਨਿੱਘਾ ਫਾਰਮ ਇਹ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਕਿ ਜਦੋਂ ਪੇਟ ਦੀ ਸਮਰੱਥਾ ਵਿੱਚ ਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਪਿਘਲ ਗਈ ਧਾਤ ਜੰਮੇ ਨਹੀਂ ਹੁੰਦੀ. ਫਾਰਮ ਭੱਠੀ ਵਿਚ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਇਹ 600 ਡਿਗਰੀ ਦੇ ਤਾਪਮਾਨ ਤੇ ਗਰਮ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਤੋਂ ਬਾਅਦ 900 ਡਿਗਰੀ ਤੇ ਸੈਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਜਦੋਂ ਭੱਠੀ ਦੇ ਅੰਦਰ ਦਾ ਤਾਪਮਾਨ 900 ਡਿਗਰੀ ਵੱਧ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਫਾਰਮ ਨੂੰ 3-4 ਘੰਟਿਆਂ ਲਈ ਗਰਮ ਕਰਨ ਲਈ ਛੱਡ ਦਿਓ ਜਿਸ ਤੋਂ ਬਾਅਦ ਇਸਨੂੰ ਵਿਸ਼ੇਸ਼ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਅਤੇ 500 ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਨੂੰ ਠੰ .ਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
- ਕਾਂਸੀ ਦੇ ਟੁਕੜਿਆਂ ਨਾਲ ਇੱਕ ਆਲੋਚਨਾਤਮਕ ਰੱਖੋ ਗੰਧਕ ਕਰਨ ਲਈ ਤਿਆਰ ਕੀਤਾ ਗਿਆ, ਭੱਠੀ ਦੇ ਲੋੜੀਂਦੇ ਪਿਘਲਣ ਬਿੰਦੂ ਤੱਕ ਗਰਮ ਅਤੇ ਧਾਤ ਦੇ ਪੂਰੀ ਪਿਘਲਣ ਤੇ ਲਿਆਉਂਦਾ ਹੈ. ਉਸ ਤੋਂ ਬਾਅਦ, ਬਿਹਤਰ ਮੈਟਲ ਤਰਲ ਪਦਾਰਥ ਅਤੇ ਬਿਹਤਰ ਕਾਸਟਿੰਗ ਕੁਆਲਟੀ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਹੋਰ 5 ਮਿੰਟਾਂ ਲਈ ਜ਼ਿਆਦਾ ਦੇਰ ਲਈ ਸਲੀਬ ਛੱਡੋ.
- ਭੱਠੀ ਜਾਂ ਪਹਾੜ ਤੋਂ ਸਲੀਬ ਪ੍ਰਾਪਤ ਕਰੋ ਹੁੱਕ ਅਤੇ ਟਾਂਗਾਂ ਦੀ ਸਹਾਇਤਾ ਨਾਲ ਅਤੇ ਫਾਰਮ ਭਰਨ ਲਈ ਅੱਗੇ ਵਧੋ.

ਆਓ ਵੇਖੀਏ ਕਿ ਇਸ ਨੂੰ ਕਿਵੇਂ ਬਣਾਇਆ ਜਾਵੇ ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੇ ਉਤਪਾਦਾਂ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਫਾਰਮ. ਕਾਸਟਿੰਗ ਵਰਕਸ਼ਾਪਾਂ ਵਿੱਚ, ਇਹ ਫਾਰਮ ਇਸਤੇਮਾਲ ਕੀਤਾ ਗਿਆ ਹੈ ਓਲਿਓਂ, ਜਿੱਥੇ ਮਿੱਟੀ, ਰੇਤ ਅਤੇ ਕੋਲਾ ਪਾ powder ਡਰ ਵਾਲੇ ਮਿਸ਼ਰਣ ਨੂੰ ਸੌਂਣਾ ਹੈ. ਕੁਲ ਮਿਲਾ ਕੇ ਦੋ ਅੱਧ ਵਿੱਚ ਹੁੰਦੇ ਹਨ, ਹਰੇਕ ਵਿੱਚੋਂ ਹਰ ਇੱਕ ਬਾਕਸ ਹੁੰਦਾ ਹੈ ਜਿੱਥੇ ਵਾਤਾਵਰਣ ਦਾ ਮਿਸ਼ਰਣ ਡਿੱਗ ਜਾਵੇਗਾ.
- ਪਹਿਲਾਂ ਪਹਿਲਾ ਡੱਬਾ ਲਓ ਅਤੇ ਇਸ ਨੂੰ ਮਿਸ਼ਰਣ ਨਾਲ ਭਰਨਾ ਸ਼ੁਰੂ ਕਰੋ, ਇਸ ਨੂੰ ਅੱਧ ਤੱਕ ਡੱਬਾ ਲਗਾਓ, ਮਾਡਲ ਨੂੰ ਬਾਕਸ ਦੇ ਅੰਦਰ ਪਾਓ.
- ਫਿਰ ਜਦੋਂ ਤੱਕ ਬਾਕਸ ਨੂੰ ਸਿਖਰ ਤੇ ਨਹੀਂ ਭਰਨ ਤੱਕ ਥੋਕ ਸਮੱਗਰੀ ਡੋਲ੍ਹਣਾ ਜਾਰੀ ਰੱਖੋ. ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ, ਮੋਲਡਿੰਗ ਮਿਸ਼ਰਣ ਨੂੰ ਲਗਾਤਾਰ ਰੈਮ ਅਤੇ ਟੈਂਪਰ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ.
- ਦੂਜਾ ਦਰਾਜ਼ ਸਿਖਰ ਤੇ ਸਥਾਪਤ ਹੈ ਅਤੇ ਮਿੱਟੀ, ਰੇਤ ਅਤੇ ਕੋਲਾ ਪਾ powder ਡਰ ਦਾ ਮਿਸ਼ਰਣ ਡੋਲ੍ਹਣਾ ਜਾਰੀ ਰੱਖੋ.
- ਦੂਜੇ ਬਕਸੇ ਵਿੱਚ ਇੱਕ ਸਪਰੂ ਪ੍ਰਦਾਨ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ - ਫਾਰਮ ਦੇ ਅੰਦਰ ਪਿਘਲੇ ਹੋਏ ਕਾਂਸੀ ਨੂੰ ਭਰਨ ਲਈ ਛੇਕ.
- ਜਦੋਂ ਦੋਵੇਂ ਬਕਸੇ ਚੋਟੀ ਦੇ ਨਾਲ ਭਰੇ ਹੁੰਦੇ ਹਨ, ਤਾਂ ਉਨ੍ਹਾਂ ਨੂੰ ਗੰਭੀਰ ਵਿਸ਼ੇ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਵੰਡੋ. ਇੱਕ ਅੱਧਾ ਮਾਡਲ ਇੱਕ ਬਕਸੇ ਵਿੱਚ ਹੈ, ਦੂਜਾ ਵੱਖਰਾ ਹੈ.
- ਇਹ ਧਿਆਨ ਨਾਲ ਲੈਂਦਾ ਹੈ ਮਾਡਲ ਹੁੰਦਾ ਹੈ, ਦੁਬਾਰਾ ਦੋਨੋ ਬਕਸੇ ਨਾਲ ਜੁੜੋ - ਨਤੀਜੇ ਵਜੋਂ ਖਾਲੀਪਨ ਅਤੇ ਭਰਨ ਲਈ ਇਕ ਰੂਪ ਹੈ.


ਭਰੋ
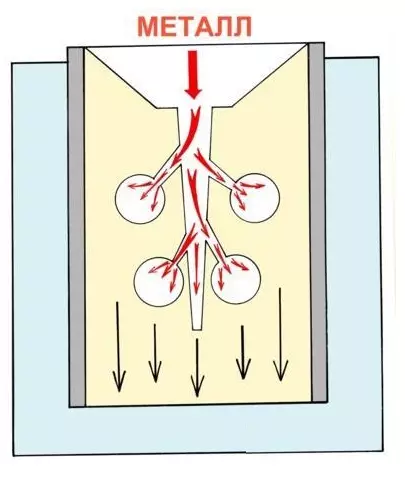
ਪਿਘਲੇ ਹੋਏ ਧਾਤ ਦੇ ਪਤਲੇ ਵਗਣ ਨੂੰ ਇੱਕ ਸਲੀਬ ਤੋਂ ਤਬਦੀਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਫਾਉਂਡਰੀ ਫਾਰਮ , ਵੇਖ ਕੇ ਕਿ ਚਾਲ ਨਿਰੰਤਰ ਵਗਦਾ ਹੈ. ਜੇ ਵੱਖਰੀ ਚੀਜ਼ ਦੀ ਰੂਪ ਰੇਖਾ ਦੀ ਗੁੰਝਲਤਾ ਦੁਆਰਾ ਵੱਖਰੀ ਚੀਜ਼ ਨੂੰ ਵੱਖਰਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਇੱਕ ਵਿਸ਼ੇਸ਼ ਸੈਂਟਰਿਫਿ .ਜ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੈ ਸੈਂਟਰਿਫੁਗਲ ਫੋਰਸ ਦੀ ਮਦਦ ਨਾਲ, ਇਹ ਪਿਘਲ ਨੂੰ ਜਲਦੀ ਹੀ ਸ਼ਕਲ ਦੇ ਅੰਦਰ ਤੇਜ਼ੀ ਨਾਲ ਫਾਰਮ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਭਰਨ ਵਿੱਚ ਸਹਾਇਤਾ ਕਰੇਗਾ, ਪੂਰੀ ਤਰ੍ਹਾਂ ਇਸ ਨਾਲ ਭਰਨ ਦੀ ਸਹਾਇਤਾ ਕਰੇਗਾ.

ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਿਵੇਂ ਕਰੀਏ?
ਅਸਲ ਵਿਚ, ਸੱਚਮੁੱਚ ਇਕ ਗੁਣਾਤਮਕ ਚੀਜ਼ ਨੂੰ ਸ਼ੁੱਧ ਕਰਨ ਤੋਂ ਬਿਨਾਂ ਪ੍ਰਾਪਤ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ.
ਤੁਸੀਂ ਗੁਣ ਅਤੇ ਦਿੱਖ ਨੂੰ ਵੀ ਸੁਧਾਰ ਸਕਦੇ ਹੋ, ਬਣਾਉਣ ਥੋੜ੍ਹੀ ਜਿਹੀ ਪਿਘਲਣ ਵਾਲੀ ਸਮੱਗਰੀ ਨਾਲ ਫਾਰਮ . ਅਜਿਹਾ ਕਰਨ ਲਈ, ਮਾਡਲ ਤੋਂ ਇਕ ਜਿਪਸਮ ਦੇ ਪੱਟਿਆਂ ਨੂੰ ਪਹਿਲਾਂ ਬਣਾਓ, ਜਿਸ ਅਨੁਸਾਰ ਸਾਡੀ ਚੀਜ਼ ਨਿਰਮਿਤ ਹੋ ਜਾਵੇਗੀ, ਇਸ ਕਾਸਟ ਵਿੱਚ ਦੋ ਹਿੱਸੇ ਹੋਣਗੇ ਜੋ ਇਕ ਦੂਜੇ ਨਾਲ ਜੁੜੇ ਹੋਏ ਹਨ. ਨਤੀਜੇ ਵਜੋਂ ਗੁਫਾ ਵਿੱਚ, ਉਬਲਦੇ ਪਾਣੀ ਵਿੱਚ ਪੈਰਫਿਨ ਜਾਂ ਮੋਮ ਡੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇਸ ਨੂੰ ਜੰਮੇ ਹੋਏ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਉਹ ਜਿਪਸਮ ਮਿਆਨ ਨੂੰ ਹਟਾਉਂਦੇ ਹਨ.

ਅੱਗੇ, ਨਤੀਜੇ ਵਜੋਂ ਘੱਟ-ਪਿਘਲ ਰਹੇ ਮਾਡਲ ਨੂੰ ਪੈਰਾਫਿਨ ਦੇ ਡਰੇਨ ਅਤੇ ਪਿਘਲੇ ਹੋਏ ਕਾਂਸੀ ਦੀ ਖਾੜੀ ਲਈ ਛੇਕ ਬਣਾਏ ਗਏ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਕਾਸਟਿੰਗ ਦੇ ਪੁੰਜ ਵਿੱਚ ਰੱਖਿਆ ਗਿਆ ਹੈ. ਇਸ ਤੋਂ ਬਾਅਦ, ਲੌਡਰੀ ਪੁੰਜ ਨੂੰ ਉਬਲਦੇ ਪਾਣੀ ਵਿੱਚ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ, ਪੈਰਾਫਿਨ ਪਿਘਲ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇਹ ਅਸਾਨੀ ਨਾਲ ਡੋਲ੍ਹਿਆ ਜਾਂਦਾ ਹੈ.
ਨਤੀਜੇ ਵਜੋਂ ਕਾਸਟਿੰਗ ਫਾਰਮ ਦੀ ਵਧੇਰੇ ਨਿਰਵਿਘਨ ਹੁੰਦੀ ਹੈ, ਇਹ ਆਮ in ੰਗ ਨਾਲ ਬਣੇ ਰੂਪ ਨਾਲੋਂ ਇਸ ਤੋਂ ਵਧੀਆ ਉਤਪਾਦਾਂ ਨੂੰ ਬਾਹਰ ਕੱ .ਦਾ ਹੈ.


ਹੇਠ ਦਿੱਤੀ ਵੀਡੀਓ ਘਰ ਵਿੱਚ ਕਾਂਸੀ ਦੇ ਤਗਮੇ ਦੀ ਪ੍ਰਕ੍ਰਿਆ ਨੂੰ ਪੇਸ਼ ਕਰਦੀ ਹੈ.