
कांस - पहिलो मिश्रक जसले एक व्यक्तिलाई हजारौं वर्ष बनाउने सिकेको छ। त्यसबेलादेखि कांस्य उत्पादनहरू धेरै लोकप्रिय छन्। आजकल, आधुनिक मास्टर्स घर सर्तहरू घरेलु अनुकूलन गर्न कोशिस गर्दै छन्, किनकि तपाईंलाई काँसाको रासायनिक संरचना र भौतिक गुणहरू पनि जान्नु आवश्यक छ, एल्युमिनियम कांस्य सहित।
यस लेखले यस्तो महत्त्वपूर्ण सूचकको बारेमा भन्दछ पिघलने तापक्रम, साथै गन्धक र काँसाको प्रक्रिया पूरा गर्न चरणहरू।



पिघलने तापक्रम
छ काँसाको विभिन्न प्रकारका पग्लिसके तापक्रमको तालिका। गन्धको लागि सिधा अगाडि बढ्नु अघि, यो बुझ्न आवश्यक छ कि तापमान के निर्भर छ जुन एक वा अर्को धातुलाई पग्लिन थाल्छ वा पूर्ण रूपमा तरल राज्यमा जान्छ। काँसा वास्तवमा बिभिन्न सबै संख्याको संख्या हो मुख्य घटकको रूपमा कता कतारको संरचना समावेश गरिएको छ, र अन्य तत्त्वहरू थप (alloocing) समावेश गरिएको छ।
यी allooving पदार्थ हुन सक्छ एल्युमिनियम, बेनीलियम, टिन, सिलिकन र यस्तै। यो काँसाको रासायनिक संरचनाबाट मात्र हो, सबै भौतिक गुणहरू धातु, पग्लिरहेको बिन्दु सहित। तामाको थैली पिघर गर्न, तपाईंले यो जान्नु आवश्यक छ रासायनिक संरचना , मात्र ताकि तपाईं डिग्री सेल्सियसको पग्लने पोइन्ट सही निर्धारित गर्न सक्नुहुनेछ। पग्लिंग तापमानको साथ परिचित हुनुहोस्।

शुद्ध धातु
यद्यपि सफा ताखर अत्यन्त अनुभवी छ, यद्यपि यसको प्राविधिक गुणहरू ठूला स्ट्याकहरू छन् जुन मेटल्टीर्जिकल उद्योगमा उत्पादनहरू उत्पादन गर्दछ, जे होस् भनेर थाहा छ तामा पेनटिंग तापमान.
किन? तथ्य यो हो कि राष्ट्रिय अर्थतन्त्रमा प्रयोग भएकाहरू सबै ब्रापरको ब्रान्डहरू छन्, अशुद्धताहरूको रूपमा चिनिएका पदार्थहरूको थोरै मात्रा छ। यसैले, तिनीहरूको मात्राको बकवासको कारण, तामा ब्रान्डहरूको पग्लने पोइन्ट सफा गर्नुहोस् तामाको पग्लिंग पोइन्टको नजिक छ र यो लगभग 1044..5 डिग्री सेल्सियस हो।
पहिले नै उल्लेख गरिएझैं पग्लने कुरा पदार्थको संरचनामा निर्भर हुन्छ, यस कारणले, काँसाको डुबाउन्ट पोइन्ट 90000-11400 डिग्री सेल्सियसको दायरामा निर्भर गर्दछ।


मिश्रर मिश्रण
काँसामा टिन यस्ता सबै खेलहरू कम गर्दछ, यो भन्दा बढि हुँदैन 900-950 डिग्री सेल्सियस.
भारी, एल्युमिनियम कांस्य सहित यस तापक्रमको फराकिलो दायरा राख्नुहोस् जुन तामाको थैलीको रासायनिक संरचनामा निर्भर गर्दछ। तिनीहरूको पग्लिन पोइन्ट हो -30-10800 डिग्री। यो पनि कांसाको खातामा लिन आवश्यक छ ठूलो चिंगारी त्यसकारण, कुनै पनि पग्लिदै अन्तिम पग्लनेपछि धेरै गुनासो भएको छ। चरणहरूमा काँसाको दु: खी र कास्टिंगको प्रक्रियालाई हेरौं।


चरण-द्वारा-चरण निर्देशन
हस्तकला सर्तमा, साना काँसाका उत्पादनहरू मुख्यतया निर्मित छन्, उदाहरणका लागि, सजावट तत्वहरू। अधिक जटिल पार्ट्स उच्च-शुद्धतालाई उच्च शुद्धता कालिना चाहिन्छ, जुन यो उद्देश्यका लागि विशेष रूपमा अनुकूलित गर्न धेरै गाह्रो हुन्छ। आधिकारिक प्रस्ताव साथै विशेष रूपमा उपकरण । केहि केसहरूमा, तपाइँ सम्पादनको साथ इच्छित राज्यमा कास्ट गरिएको अवस्थामा कास्टिंग गर्नु पर्छ घरमा , जस्तै अधिक plolted भौतिक रूपमा हटाईएको रूपमा, उत्पादन पीस र पोसिंग।
धातुको पग्लिरहेको बेला अगाडि बढ्नु अघि, यो आवश्यक छ परिसर तयार पार्नुहोस् र आवश्यक उपकरण र उपकरण प्राप्त गर्नुहोस् । परिसरको लागि मुख्य आवश्यकता भनेको राम्रो निकास भेन्टिलेशनको उपस्थिति हो, साथै गैर-दहनयोग्य सामग्रीको बनेको भुइँमा, जस्तै ठोस, सिमेन्ट वा ईंटको। साना उत्पादनको निर्माणमा यी आवश्यकताहरू पूर्ण रूपमा अवलोकन गरिन्छ, अन्यथा तपाईंले ग्यारेज प्रयोग गर्नुपर्नेछ।
तापमान नियन्त्रण नियन्त्रणको सम्भावनाका साथ विशेष मसद फाटो किन्नु आवश्यक छ, तर तपाईं साधारण हिमालसँग गर्न सक्नुहुन्छ, जसमा चल्तीमा रहन।


उपकरणहरूको तयारी
एक शुरुआती टु ach ्घण कि त स्वतन्त्र रूपमा निम्न उपकरणहरू निर्माण गर्न सकिन्छ।
- डिस्क्र्याक्टरी अप्पचेल क्रूसिबल क्रूसिबल (जस्तै कास्ट फलाम वा स्टील) एक विशेष भाँडा हो, जहाँ पग्लिएको धातुको टुक्राहरू छन्।
- भट्टीबाट ट्रिगर निकाल्नको लागि उपकरणहरू, जसले जलाइनको खतरा कम गर्ने - विशेष हुक र भाषाहरू।
- पग्लिएको धातुको भर्नका लागि फारम, जुन र मोडेलको मद्दतको साथ निर्मित हुन्छ।
- समग्रमा आफैं दुई ड्रयरहरू हो जुन मोल्डिंग मिश्रणबाट फिलरको साथ कास्टिंग फारम समात्छ।
- वेल्डर सूट वा केवल धेरै बाँची एपोनन र मिट्स, जो एक व्यक्तिलाई उडान स्पार्कहरू र पग्लिएको धातुको स्प्रेडबाट बचाउने हो।


तपाईंले माथिको उपस्थितिमा देख्नु भएपछि, तपाईं सिधा काँसाको पग्लिरहेको छ।
- ताप चलेको , नियामक प्रयोग गरेर तापमान पर्दाफास। तापक्रम काँसाको रासायनिक संरचनामा निर्भर गर्दछ, जुन हामी माथिको कुरा गर्यौं। उदाहरण को लागी, एल्युमिनियम काँसाको लागि, यस्तो तापक्रम 1040-1080084 डग्री सेयरियस हुनेछ।
- अर्को आवश्यक हुनु पर्छ न्यानो फारम यो यस्तो भएको छ कि यो एक चिसो क्षमता मा प्रवेश जब पग्लिएका धातु स्थिर हुँदैन। फारम भट्टीमा राखिएको छ जब यसले 60000 डिग्रीको तापक्रममा अलावा, जस पछि थर्मोस्टाट 900 00 डिग्रीमा सेट गरिएको छ। जब भट्टी भित्रको तापक्रम 900 00 डिग्रीसम्म बढ्छ, - 4-4 घण्टाको लागि तातो गर्न फार्म छोड्नुहोस्, जसबाट यसलाई विशेष उपकरणहरू प्रयोग गरिन्छ र 50000 डिग्री सेल्सियसमा चल्दछ।
- काँसाको स्लाइसहरूको साथ एक क्रूसिबल राख्नुहोस् गन्धको लागि चाहेको, भट्टीको इच्छित मैदान बेग्गैमा तातो भित्र र धातुको पूर्ण पग्लि and गर्न। त्यस पछि, क्रूसिबल छोड्नुहोस् अन्य minutes मिनेटको लागि अझ राम्रो धातुको तरल पदार्थ र राम्रो कास्टिंग गुणस्तर हासिल गर्न।
- भट्टी वा पहाडबाट क्रूसिबल पाउनुहोस् हुक र बोक्सको मद्दतको साथ र फारममा भर्नुहोस्।

यसलाई कसरी सही बनाउने भनेर हेरौं उच्च गुणवत्ता उत्पादनहरू प्राप्त गर्नका लागि फारम। कास्टिंग कार्यशालाहरूमा, यो फारम प्रयोग गरेर बनाइएको छ जियोस, माटो, बालुवा र कोइला पाउडरको मिश्रण निदाउन कता निदाउने। समग्रमा दुई भागहरू हुन्छन्, प्रत्येक एक बक्स हो जहाँ मोल्डिंग मिश्रणले बलाउँदछ।
- पहिले पहिलो बक्स लिनुहोस् र यसलाई मिश्रणले भर्न सुरू गर्नुहोस्, यसलाई आधा माथि खसाल्नुहोस्, मोडेल भित्र मोडेल राख्नुहोस्।
- त्यसपछि बक्स शीर्ष नभएसम्म बल्क सामग्री खन्याउनुहोस्। अपरेशनको बखत, यसलाई निरन्तर राममा र मोल्डिंग मिश्रण टेम्पर गर्न आवश्यक छ।
- दोस्रो ड्रयर माथि स्थापित छ र माटो, बालुवा र कोइला पाउडर को मिश्रण खन्याइन्छ।
- दोस्रो बक्समा यो फारम भित्र पग्लिएर काँसाको भर्नका लागि प्वालहरू प्रदान गर्न आवश्यक छ।
- जब दुबै बक्सहरू माथि भरिन्छन्, तिनीहरूलाई एक तीव्र विषय प्रयोग गरेर विभाजित गर्नुहोस्। मोडलको आधा एक बक्समा छ, अर्को फरक छ।
- यो ध्यानपूर्वक मोडेल लिन्छ, फेरि दुबै बक्सहरू जडान गर्नुहोस् - नतिजा शून्यता र भर्नको लागि एक रूप छ।


भर्न
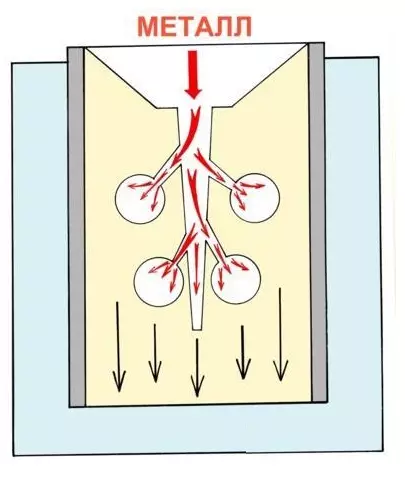
पग्लिएको धातु पातलो प्रवाहित एक क्रूसिबलबाट हस्तान्तरण गरिएको छ संस्थागत फारम , हेर्दै कि ट्वील लगातार बग्दछ। यदि भिन्नता योग्य वस्तु रूपरेखाको जटिलता द्वारा छुट्याइएको छ भने, विशेष सेन्ट्रिफ्यू प्रयोग गर्न आवश्यक छ सेन्ट्रिफुल बलको सहयोगको साथ, यसले यसलाई आकार भित्रको फारम छिटो पाएकोमा मद्दत गर्दछ, यसलाई पूर्ण रूपमा यसलाई भरिन्छ।

कसरी उत्पाद गुणवत्ता सुधार गर्न?
वास्तवमा, साँच्चै एक गुणात्मक चीजलाई पुनः परिष्कृत नगरी घरमा लिन सकिदैन।
तपाईं गुणवत्ता र उपस्थिति, बनाउने, एक हल्का पग्लिरहेको सामग्रीको साथ फारम । यो गर्नका लागि, मोडेलबाट जिप्सम प्रि-बनाउने, पूर्व-बनाउने, जुन हाम्रो आईटमले बनाईनेछ, यो क्यास्टरले एक अर्कासँग जोड्न सक्दछ। परिणामस्वरूप गुफामा प्याराफिन वा सहकारी उम्लिरहेको पानीमा बाढी खन्याइएको छ, र यो स्थिर भए पछि, तिनीहरूले जिप्प्म म्यान हटाउँछन्।

अर्को, परिणामस्वरूप कम पग्लि are मोडेल एक विशेष कास्टिंग मास मा राखिन्छ, प्याराफिन र पग्लिएको कांस्य बेंसीको लागि प्वालहरू बनाइन्छ। त्यस पछि, भण्डारणको मासले उमालेको पानीमा राखिन्छ, प्याराफिन पग्लिन्छ, र यो सजिलै फारमबाट खसाल्दछ।
परिणामस्वरूप कास्टिंग फारम अधिक सहज छ, यसले सामान्य तरीकाले बनेको फारम भन्दा राम्रो उत्पादनहरू बाहिर जान्छ।


निम्न भिडियोले घरमा काँसाको गन्धको प्रक्रिया प्रस्तुत गर्दछ।