
कांस्य - हजारो वर्षांपूर्वी एक व्यक्ती बनविण्यास शिकलेल्या पहिल्या मिश्र धातु. तेव्हापासून कांस्य उत्पादने अतिशय लोकप्रिय आहेत. आजकाल, आधुनिक मास्टर्स घरगुती परिस्थितीत फाउंड्री टेक्नोलॉजीजशी जुळवून घेण्याचा प्रयत्न करीत आहेत, यामुळे आपल्याला कांस्य रचना आणि भौतिक गुणधर्म देखील माहित असणे आवश्यक आहे, तसेच अॅल्युमिन कांस्य समावेश असलेल्या मिश्र धातुंचे वैशिष्ट्य.
हा लेख अशा महत्त्वपूर्ण सूचक बद्दल सांगतो melting तापमान, तसेच जळजळ आणि कांस्य clacking प्रक्रिया करण्यासाठी स्टेज म्हणून.



वितळणे तापमान
अस्तित्वात विविध प्रकारचे कांस्य milting तापमान च्या टेबल. स्माळण्यासाठी थेट पुढे जाण्यापूर्वी, तापमान किती आहे ते समजून घेणे आवश्यक आहे ज्यावर एक किंवा दुसर्या धातू वितळण्यास किंवा पूर्णपणे द्रव स्थितीत जातो. कांस्य प्रत्यक्षात वेगवेगळे मिश्र धातु आहेत ज्याची रचना मुख्य घटक म्हणून समाविष्ट केली जाते आणि इतर घटकांमध्ये अतिरिक्त (मिश्र) म्हणून समाविष्ट केले गेले आहे.
हे अलौकिक पदार्थ असू शकतात अॅल्युमिनियम, बेरीलियम, टिन, सिलिकॉन इत्यादी. ते फक्त पितळेच्या रासायनिक रचनांमधून आहे भौतिक गुणधर्म मेलिंग पॉइंटसह धातू. तांबे मिश्रित करण्यासाठी, आपल्याला हे माहित असणे आवश्यक आहे रासायनिक रचना फक्त म्हणून आपण डिग्री सेल्सियसमध्ये गळती बिंदू निश्चितपणे निर्धारित करू शकता. चला milting तापमान सह परिचित होऊ.

शुद्ध धातू
स्वच्छ तांबे अत्यंत फायदेशीर असूनही, तांत्रिक गुणधर्म मोठ्या प्रमाणावर विशेष स्टॅम्पपेक्षा कमी आहेत जे मेटलर्जिकल उद्योगात या धातूचे उत्पादन करतात, तरीही हे जाणून घ्या तांबे पिळणे तापमान.
का? वस्तुस्थिती अशी आहे की, राष्ट्रीय अर्थव्यवस्थेत वापरल्या जाणार्या तांबे असलेल्या ब्रँडसारख्या मोठ्या प्रमाणावर अलौकिक पदार्थ आहेत जे अशुद्धते मानले जातात. अशा प्रकारे, त्यांच्या प्रमाणातील बकवास असल्यामुळे, तांबे ब्रॅण्डचे गळतीचे बिंदू स्वच्छ तांबेच्या गळती पॉईंटच्या जवळ आहे आणि ते सुमारे 1084.5 डिग्री सेल्सिअस आहे.
आधीच नमूद केल्याप्रमाणे, वितळणारे मुद्दा पदार्थांच्या रचनांवर अवलंबून असते, कारण या कारणास्तव, कांस्य व्हिट्चर 900-1140 अंश सेल्सिअसच्या श्रेणीत बदलते.


मिश्रण
कांस्य मध्ये टिन अशा मिश्र धातुंचे गळती बिंदू कमी करते, ते जास्त नाही 900-950 अंश सेल्सिअस.
अॅल्युमिनम कांस्य समावेश, जोरदार तांबेच्या मिश्र धातुच्या रासायनिक रचनांवर अवलंबून असलेल्या अशा तापमानाची विस्तृत श्रृंखला आहे. त्यांचे वितळलेले बिंदू आहे 9 50-1080 अंश. कांस्य मानणे देखील आवश्यक आहे मोठी चक्का म्हणून, द्रवपदार्थ वितळणे चांगले सुनिश्चित करण्यासाठी अंतिम गळती नंतर ते जास्त गरम केले जाते. चला टप्प्यात कांस्य smeleting आणि कास्टिंग प्रक्रिया पहा.


चरण-दर-चरण सूचना
हस्तकला अटींमध्ये, लहान कांस्य उत्पादने मुख्यतः उत्पादित आहेत, उदाहरणार्थ, सजावट घटक. अधिक जटिल भाग उच्च-परिशुद्धता कास्टिंग आवश्यक आहे, या तंत्रज्ञानासाठी विशेषत: अनुकूल न करता अंमलबजावणी करणे फार कठीण आहे. आवारात तसेच विशेष उपकरणे . काही प्रकरणांमध्ये, आपल्याला एडिटिंगसह इच्छित स्थितीवर कास्ट करणे आवश्यक आहे घरी , जसे की जास्तीत जास्त मूत्राशय सामग्री काढून टाकणे, पीस देणे आणि पॉलिश करणे.
धातूच्या गळतीसह पुढे जाण्यापूर्वी, ते आवश्यक आहे परिसर तयार करा आणि आवश्यक साधने आणि उपकरणे मिळवा . परिसरांची मुख्य आवश्यकता चांगली निकास वेंटिलेशनची उपस्थिती आहे तसेच कंक्रीट, सिमेंट किंवा वीट यासारख्या नॉन-दहनशील सामग्रीचे मिश्रण आहे. लहान उत्पादनांच्या निर्मितीमध्ये, ही आवश्यकता पूर्णतः पाळली जाते, अन्यथा आपल्याला गॅरेज वापरणे आवश्यक आहे.
घरावर कांस्य कांस्य चालविण्यासाठी, तापमान नियंत्रणाची शक्यता असून विशेष मफली भट्टी खरेदी करणे आवश्यक आहे, परंतु आपण एक साधा पर्वत सह करू शकता, ज्यासाठी चारकोल कार्य करते.


साधने तयार करणे
एक नवशिक्या कर्जाची खरेदी खालील साधने स्वतंत्रपणे तयार केली पाहिजे.
- Roffortour crucible cruible crucible (जसे की कास्ट लोह किंवा स्टील) एक स्पॉट सह एक विशेष भांडी आहे, जेथे वितळलेल्या धातूचे तुकडे ठेवले जातात.
- भट्टी पासून ट्रिगर काढण्यासाठी साधने, जे बर्निंग धोका कमी करते - विशेष हुक आणि tongs.
- सोबत आणि मॉडेलच्या मदतीने तयार केलेल्या सोन्याचे धातू भरण्यासाठी फॉर्म.
- एकूणच दोन ड्रॉअर आहे जे कास्टिंग फॉर्मला मोल्डिंग मिश्रणातून भरणा सह ठेवतात.
- वेल्डर सूट किंवा फक्त खूपच घन apron आणि mittens, ज्याची नियुक्ती एक व्यक्तीला उडता स्पार्क आणि पिलेटच्या धातुच्या splashes संरक्षित करणे आहे.


उपरोक्त उपस्थितीत आपण पाहिल्यानंतर, आपण थेट कांस्य गळतीकडे जाऊ शकता.
- उष्णता ओव्हन नियामक वापरून तापमान उघड करणे. आम्ही वर बोललो म्हणून तपमान कांस्य रासायनिक रिजिशनवर अवलंबून असते. उदाहरणार्थ, अॅल्युमिनियम कांस्यसाठी, असे तापमान 1040-1084 अंश सेल्सिअस असेल.
- पुढील आवश्यक पाहिजे उबदार फॉर्म हे असे केले जाते की जेव्हा ते थंड क्षमतेत जाते तेव्हा वितळलेले धातू गोठलेले नाही. हा फॉर्म भट्टीत ठेवला जातो जेव्हा तो 600 अंश तापमानात गरम होतो, त्यानंतर थर्मोस्टॅट 900 अंशांवर सेट केला जातो. जेव्हा भट्टीच्या आत तापमान 9 00 अंशांनी वाढते तेव्हा फॉर्म 3-4 तास उकळण्यासाठी सोडा, त्यानंतर ते विशेष डिव्हाइसेस वापरून व्यवस्थित काढून टाकले जाते आणि 500 अंश सेल्सिअस थंड केले जाते.
- कांस्य स्लाइससह क्रूसिबल ठेवा फर्नेसच्या वांछित गळती पॉईंटच्या आतल्या आतल्या आतल्या आतल्या भट्टीच्या पूर्ण गळती आणण्यासाठी हेतू आहे. त्यानंतर, चांगले मेटल फ्लूटी आणि चांगले कास्टिंग गुणवत्ता साध्य करण्यासाठी आणखी 5 मिनिटे जास्तीत जास्त ताजे सोडा.
- भट्टी किंवा पर्वत पासून निर्णायक मिळवा हुक आणि tongs मदत सह आणि फॉर्म भरण्यासाठी पुढे.

चला ते कसे बनवायचे ते पाहूया उच्च दर्जाचे उत्पादन मिळविण्यासाठी फॉर्म. कास्टिंग वर्कशॉपमध्ये, हा फॉर्म वापरून केला जातो जुन्या, माती, वाळू आणि कोळसा पावडर असलेल्या मिश्रणात झोपायला कुठे आहे. एकूणच दोन भाग असतात, त्यापैकी प्रत्येक बॉक्स आहे जेथे मोल्डिंग मिश्रण पडते होईल.
- प्रथम प्रथम बॉक्स घ्या आणि अर्धा पर्यंत ओतणे मिश्रणाने भरून टाका, मॉडेलमध्ये मॉडेल ठेवा.
- नंतर बॉक्स शीर्षस्थानी भरल्याशिवाय बल्क सामग्री घाला. ऑपरेशन दरम्यान, सतत रॅम आणि मोल्डिंग मिश्रण छेडछाड करणे आवश्यक आहे.
- दुसरा ड्रॉवर शीर्षस्थानी स्थापित केला आहे आणि चिकणमाती, वाळू आणि कोळशाचे मिश्रण ओतणे सुरू ठेवा.
- दुसर्या बॉक्समध्ये फॉर्ममध्ये सोडा कांस्य भरण्यासाठी एक स्प्रे - छिद्र प्रदान करणे आवश्यक आहे.
- जेव्हा दोन्ही बॉक्स शीर्षस्थानी भरले जातात, तेव्हा त्यांना तीव्र विषय वापरून विभाजित करा. एक अर्धा मॉडेल एक बॉक्समध्ये आहे, दुसरा वेगळा आहे.
- हे काळजीपूर्वक मॉडेल घेते, पुन्हा दोन्ही बॉक्स कनेक्ट करा - परिणामी रिकाम्या आणि भरण्यासाठी एक फॉर्म आहे.


भरा
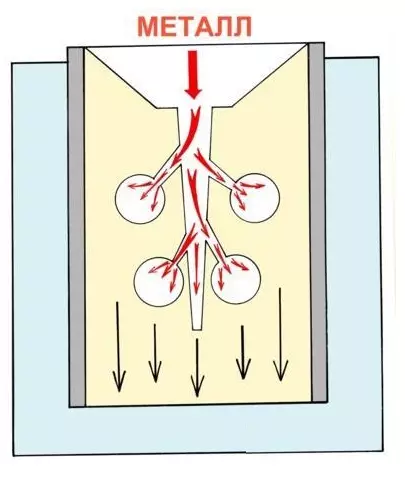
वितळलेल्या धातूचे पातळ वाहणारे वितरीत केले जाते फाउंड्री फॉर्म , ट्रिकल सतत प्रवाहित होते हे पाहणे. डिफ्यूझ करण्यायोग्य वस्तू बाह्यरेखाच्या जटिलतेद्वारे ओळखली गेली असल्यास, विशेष सेंट्रिफ्यूज वापरण्याची गरज आहे सेंट्रीफुगल फोर्सच्या मदतीने, ते वितळण्यात मदत करेल आकाराच्या स्वरूपात ते पूर्णपणे भरून, ते पूर्णपणे भरून.

उत्पादन गुणवत्ता सुधारण्यासाठी कसे?
खरं तर खरंच रिफायनिंगशिवाय घरी गुणात्मक गोष्ट मिळू शकत नाही.
आपण गुणवत्ता आणि देखावा तयार करू शकता थोडासा गळती सामग्रीसह फॉर्म . हे करण्यासाठी, मॉडेलमधून जिप्सम कास्ट पूर्व-बनवा, ज्यानुसार आमचे आयटम तयार केले जाईल, या कास्टमध्ये एकमेकांशी जोडलेले दोन भाग असणे आवश्यक आहे. परिणामी गुहात, उकळत्या पाण्यात भरलेले पॅराफिन किंवा मोम भरले जाते, आणि ते गोठविल्यानंतर ते जिप्सम शीथ काढून टाकतात.

पुढे, परिणामी कमी-वितळलेले मॉडेल विशेष कास्टिंग मासमध्ये ठेवलेले आहे, पॅराफिन आणि वितळलेल्या कांस्य खाडीच्या ड्रेनसाठी राहील. त्यानंतर, फाउंड्री मास उकळत्या पाण्यात, पॅराफिन वितळत आहे आणि ते फॉर्ममधून सहज ओतले जाते.
परिणामी कास्टिंग फॉर्ममध्ये अधिक चिकटपण आहे, ते नेहमीच्या मार्गाने तयार केलेल्या स्वरूपापेक्षा चांगले उत्पादने बाहेर काढते.


खालील व्हिडिओ घरी कांस्य ब्रांस्झची प्रक्रिया प्रस्तुत करते.