
पीतल - पहला मिश्र धातु जिसने हजारों साल पहले एक व्यक्ति को बनाना सीखा है। तब से, कांस्य उत्पाद बहुत लोकप्रिय हैं। आजकल, आधुनिक परास्नातक घरेलू परिस्थितियों में फाउंड्री प्रौद्योगिकियों को अनुकूलित करने की कोशिश कर रहे हैं, इसके लिए आपको कांस्य की रासायनिक संरचना और भौतिक गुणों के साथ-साथ एल्यूमीनियम कांस्य सहित मिश्रित मिश्र धातुओं के विनिर्देशों को भी पता होना चाहिए।
यह आलेख इस तरह के एक महत्वपूर्ण संकेतक के बारे में बताता है पिघलने का तापमान, साथ ही साथ गंध और कास्टिंग कांस्य की प्रक्रिया को पूरा करने के चरणों के रूप में।



पिघलने का तापमान
मौजूद विभिन्न प्रकार के कांस्य के पिघलने वाले तापमान की तालिका। सीधे गलाने के लिए आगे बढ़ने से पहले, यह समझना आवश्यक है कि तापमान किस पर निर्भर है कि एक या अन्य धातु पिघलना शुरू कर देता है या पूरी तरह से तरल अवस्था में जाता है। कांस्य वास्तव में विभिन्न मिश्र धातुओं की संख्या है किस कॉपर को मुख्य घटक के रूप में शामिल किया गया है, और अन्य तत्वों को अतिरिक्त (मिश्र धातु) के रूप में शामिल किया गया है।
ये मिश्र धातु पदार्थ हो सकते हैं एल्यूमीनियम, बेरेलियम, टिन, सिलिकॉन और इतने पर। यह सिर्फ कांस्य की रासायनिक संरचना से है, सभी भौतिक गुण पिघलने बिंदु सहित धातु। तांबा मिश्र धातु पिघलने के लिए, आपको यह जानने की जरूरत है रासायनिक संरचना , केवल इसलिए आप डिग्री सेल्सियस में पिघलने बिंदु को सही ढंग से निर्धारित कर सकते हैं। चलो पिघलने वाले तापमान से परिचित हो जाते हैं।

शुद्ध धातु
हालांकि स्वच्छ तांबा बेहद गैर-लाभकारी है, क्योंकि इसकी तकनीकी गुण काफी हद तक विशेष टिकटों से हीन हैं जो धातु उद्योग में इस धातु से उत्पन्न होते हैं, फिर भी जानते हैं तांबा पिघलने का तापमान.
क्यों? तथ्य यह है कि तांबा के उन ब्रांडों, जो राष्ट्रीय अर्थव्यवस्था में उपयोग किए जाते हैं, उनके पास अशुद्धता के रूप में माना जाता है कि मिश्र धातु पदार्थों की एक महत्वहीन रूप से छोटी राशि है। इस प्रकार, उनकी मात्रा के बकवास के कारण, तांबा ब्रांडों का पिघलने वाला बिंदु साफ तांबे के पिघलने बिंदु के करीब है और यह लगभग 1084.5 डिग्री सेल्सियस है।
जैसा कि पहले ही उल्लेख किया गया है, पिघलने बिंदु पदार्थ की संरचना पर निर्भर करता है, इस कारण से, कांस्य का पिघलने बिंदु 900-1140 डिग्री सेल्सियस की सीमा में भिन्न होता है।


मिश्रण
कांस्य में टिन ऐसे मिश्र धातु के पिघलने बिंदु को कम करता है, यह अधिक नहीं होता है 900-950 डिग्री सेल्सियस.
भारी, एल्यूमीनियम कांस्य सहित ऐसे तापमान की एक विस्तृत श्रृंखला है जो तांबा मिश्र धातु की रासायनिक संरचना पर निर्भर करती है। उनका पिघलने वाला बिंदु है 950-1080 डिग्री। यह भी ध्यान रखना आवश्यक है कि कांस्य के पास है बड़ी चिपचिपाहट , इसलिए, बेहतर पिघला हुआ तरलता सुनिश्चित करने के लिए अंतिम पिघलने के बाद इसे गर्म किया जाता है। चलो चरणों में कांस्य गंध और कास्टिंग की प्रक्रिया को देखें।


चरण-दर-चरण अनुदेश
हस्तशिल्प स्थितियों में, छोटे कांस्य उत्पादों को मुख्य रूप से निर्मित किया जाता है, उदाहरण के लिए, सजावट तत्व। अधिक जटिल भागों को उच्च परिशुद्धता कास्टिंग की आवश्यकता होती है, जिसकी तकनीक इन उद्देश्यों के लिए विशेष रूप से अनुकूलित किए बिना लागू करना बहुत मुश्किल है। घर साथ ही विशेष उपकरण । कुछ मामलों में, आपको संपादन के साथ वांछित स्थिति में कास्टिंग का सहारा लेना होगा घर पर , जैसे अतिरिक्त पिघला हुआ सामग्री को मैन्युअल रूप से हटा देना, उत्पाद को पीसना और पॉलिश करना।
धातु की पिघलने के साथ आगे बढ़ने से पहले, यह आवश्यक है परिसर तैयार करें और आवश्यक उपकरण और उपकरण प्राप्त करें । परिसर के लिए मुख्य आवश्यकता अच्छी निकास वेंटिलेशन की उपस्थिति है, साथ ही गैर-दहनशील सामग्रियों, जैसे कंक्रीट, सीमेंट या ईंट से बने फर्श की उपस्थिति है। छोटे उत्पादों के निर्माण में, इन आवश्यकताओं को पूरी तरह से देखा जाता है, अन्यथा आपको गेराज का उपयोग करना होगा।
घर पर लक्ष कांस्य करने के लिए, तापमान नियंत्रण की संभावना के साथ एक विशेष मफल भट्टी खरीदना आवश्यक है, लेकिन आप एक साधारण पर्वत के साथ कर सकते हैं, जो कि चारकोल की सेवा करता है।


उपकरणों की तैयारी
एक शुरुआती लोच को या तो स्वतंत्र रूप से निम्नलिखित उपकरणों का निर्माण किया जाना चाहिए।
- अपवर्तक क्रूसिबल क्रूसिबल क्रूसिबल (जैसे कि कास्ट आयरन या स्टील) एक स्पॉट के साथ एक विशेष पोत है, जहां पिघला हुआ धातु के टुकड़े डाल दिए जाते हैं।
- भट्ठी से ट्रिगर निकालने के लिए उपकरण, जो जलने के जोखिम को कम करता है - विशेष हुक और टोंग।
- पिघला हुआ धातु भरने के लिए फॉर्म, जो सूट और मॉडल की मदद से निर्मित होता है।
- कुल मिलाकर दो दराज हैं जो मोल्डिंग मिश्रण से भराव के साथ कास्टिंग रूप रखते हैं।
- वेल्डर सूट या बस बहुत घने एप्रन और मिट्टेंस, जिसकी नियुक्ति किसी व्यक्ति को उड़ने वाले स्पार्क्स और पिघला हुआ धातु के छिद्रों की रक्षा करना है।


उपरोक्त की उपस्थिति में देखने के बाद, आप सीधे कांस्य के पिघलने के लिए आगे बढ़ सकते हैं।
- हीट ओवन , नियामक का उपयोग कर तापमान को उजागर करना। जैसा कि हमने ऊपर बात की है, कांस्य की रासायनिक संरचना पर निर्भर करता है। उदाहरण के लिए, एल्यूमीनियम कांस्य के लिए, इस तरह का तापमान 1040-1084 डिग्री सेल्सियस होगा।
- अगला आवश्यक होना चाहिए गर्म रूप ऐसा किया जाता है कि पिघला हुआ धातु ठंड क्षमता में होने पर जमे हुए नहीं होता है। फॉर्म भट्ठी में रखा जाता है जब यह 600 डिग्री के तापमान तक पहुंच जाता है, जिसके बाद थर्मोस्टेट 900 डिग्री पर सेट होता है। जब भट्ठी के अंदर का तापमान 900 डिग्री तक बढ़ता है, तो फॉर्म को 3-4 घंटे तक गर्म करने के लिए छोड़ दें, जिसके बाद इसे विशेष उपकरणों का उपयोग करके अच्छी तरह से हटा दिया गया है और 500 डिग्री सेल्सियस दर्ज किया गया है।
- कांस्य स्लाइस के साथ एक क्रूसिबल रखें भट्ठी के वांछित पिघलने बिंदु पर गर्म होने और धातु की पूरी पिघलने के लिए गंध के लिए इरादा। इसके बाद, बेहतर धातु तरलता और बेहतर कास्टिंग गुणवत्ता प्राप्त करने के लिए 5 मिनट के लिए अति ताप करने के लिए क्रूसिबल छोड़ दें।
- भट्ठी या पहाड़ से क्रूसिबल प्राप्त करें हुक और टोंग की मदद से और फॉर्म भरने के लिए आगे बढ़ें।

आइए देखें कि इसे कैसे सही बनाया जाए उच्च गुणवत्ता वाले उत्पादों को प्राप्त करने के लिए फॉर्म। कास्टिंग कार्यशालाओं में, इस फॉर्म का उपयोग करके किया जाता है मठ, जहां मिट्टी, रेत और कोयला पाउडर से मिलकर मिश्रण को सोना पड़ता है। कुल मिलाकर दो हिस्सों में शामिल हैं, जिनमें से प्रत्येक एक बॉक्स है जहां मोल्डिंग मिश्रण गिर जाएगा।
- सबसे पहले पहला बॉक्स लें और इसे मिश्रण से भरने के लिए शुरू करें, इसे आधे तक डालें, मॉडल को बॉक्स के अंदर रखें।
- फिर थोक सामग्री डालना जारी रखें जब तक कि बॉक्स शीर्ष पर भर न जाए। ऑपरेशन के दौरान, इसे लगातार रैम करने और मोल्डिंग मिश्रण को छेड़छाड़ करने की आवश्यकता होती है।
- दूसरा दराज शीर्ष पर स्थापित है और मिट्टी, रेत और कोयला पाउडर का मिश्रण डालना जारी रखता है।
- दूसरे बॉक्स में फॉर्म के अंदर पिघला हुआ कांस्य के भरने के लिए एक स्प्रे-छेद प्रदान करना आवश्यक है।
- जब दोनों बक्से शीर्ष से भरे होते हैं, तो उन्हें एक तीव्र विषय का उपयोग करके विभाजित करें। मॉडल का एक आधा एक बॉक्स में है, दूसरा अलग है।
- यह ध्यान से मॉडल लेता है, फिर से दोनों बक्से कनेक्ट करता है - परिणामी खालीपन और भरने के लिए एक रूप है।


भरना
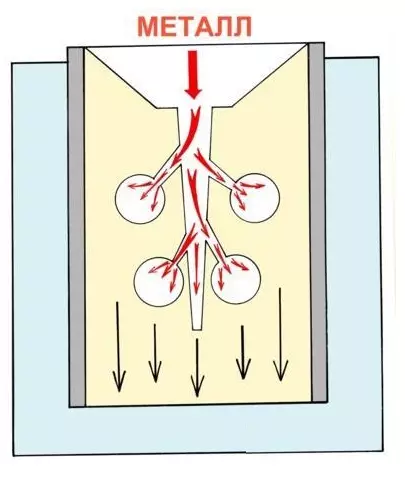
पिघला हुआ धातु पतली बहती एक क्रूसिबल से स्थानांतरित की जाती है फाउंड्री फार्म , यह देखते हुए कि चाल लगातार बहती है। यदि diffusable आइटम रूपरेखा की जटिलता से प्रतिष्ठित है, एक विशेष अपकेंद्रित्र का उपयोग करने की आवश्यकता है केन्द्रापसारक बल की मदद से, यह पिघल को आकार के अंदर फॉर्म को त्वरित रूप से होस्ट करने में मदद करेगा, इसे पूरी तरह से इसे भरने में मदद करेगा।

उत्पाद की गुणवत्ता में सुधार कैसे करें?
वास्तव में, वास्तव में एक गुणात्मक चीज बिना परिष्कृत किए बिना घर पर प्राप्त नहीं की जा सकती है।
आप गुणवत्ता और उपस्थिति को भी सुधार सकते हैं एक मामूली पिघलने वाली सामग्री के साथ फार्म । ऐसा करने के लिए, मॉडल से एक जिप्सम कास्ट करें, जिसके अनुसार हमारे आइटम का निर्माण किया जाएगा, इस कास्ट में दो हिस्सों में शामिल होना चाहिए जो एक दूसरे के साथ जकड़ते हैं। परिणामी गुहा में, उबलते पानी में बाढ़ आ गई पैराफिन या मोम डाला जाता है, और यह जमे हुए होने के बाद, वे जिप्सम म्यान को हटाते हैं।

इसके बाद, परिणामी निम्न-पिघलने वाला मॉडल एक विशेष कास्टिंग द्रव्यमान में रखा जाता है, जो पैराफिन की नाली और पिघला हुआ कांस्य की खाड़ी के लिए छेद बनाता है। उसके बाद, फाउंड्री द्रव्यमान उबलते पानी में रखा गया है, पैराफिन पिघला देता है, और इसे आसानी से फॉर्म से बाहर कर दिया जाता है।
परिणामी कास्टिंग फॉर्म में अधिक चिकनीता होती है, यह सामान्य तरीके से किए गए फॉर्म से बेहतर उत्पादों को बदल देती है।


निम्नलिखित वीडियो घर पर कांस्य गंध की प्रक्रिया प्रस्तुत करता है।