
સીવિંગ એ સ્ત્રીઓના સૌથી સામાન્ય શોખમાંનું એક છે. સરળ સિવીંગ મશીન અને નાની સંખ્યામાં કુશળતા હોય, દરેક પરિચારિકા અનન્ય ડિઝાઇન પોશાક પહેરે બનાવી શકે છે. માટે ઉચ્ચ ગુણવત્તાની અને ટકાઉ કપડાંને સીવવા માટે સીમ જોવા માટે પૂરતું સરળ નથી, તમારે તેના ધારને ઓવરૉકથી પ્રક્રિયા કરવાની જરૂર છે . ઉત્પાદકો આ સિવીંગ સાધનોની વિશાળ શ્રેણી ઉત્પન્ન કરે છે, જે એક અલગ ઉપકરણના રૂપમાં હોઈ શકે છે અને સીવિંગ મશીનમાં બનાવવામાં આવે છે.
નવા ઓવરલોક્સની હાજરી હોવા છતાં, ઘણા સીમસ્ટ્રેસ જૂના સાબિત સાધનોનો આનંદ માણશે, જે ઓપરેશન, અનિશ્ચિતતા અને વિશ્વસનીયતાના સરળતા દ્વારા વર્ગીકૃત કરવામાં આવે છે. આ પ્રકારની તકનીક એ વર્ગ 51 ના ઓવરલોકનો ઉલ્લેખ કરે છે.




વિશિષ્ટતાઓ
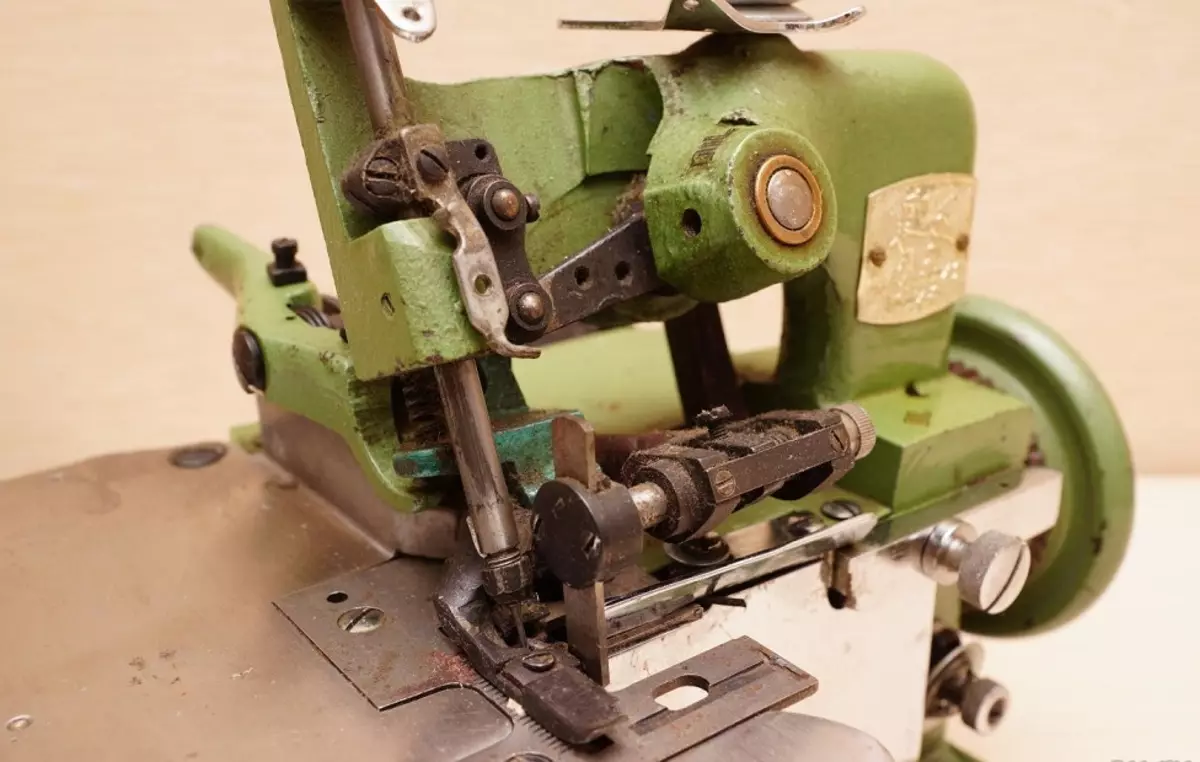
51 મી ક્લાસનો ઓવરલોક એક વ્યાવસાયિક સિવીંગ સાધનો છે જેનો ઉપયોગ વ્યક્તિગત જરૂરિયાતો અને નાના સિલાઇ વર્કશોપ્સમાં થઈ શકે છે. વર્ષોથી, આ ઉપકરણ પ્રોસેસ કરતી વખતે માંગમાં રહે છે. આદિમ ડિઝાઇન આધુનિક પ્રકારના કાપડને કોચ કરવાનું શક્ય બનાવતું નથી, પરંતુ ઘૃણાસ્પદ અને ટકાઉ જાતિઓમાંથી ઉત્પાદનોના સીવિંગ દરમિયાન સાધનો અનિવાર્ય છે. આ સિવીંગ ઉપકરણ ચિની એનાલોગ કરતાં વધુ વિશ્વસનીય અને ટકાઉ છે. ઉચ્ચ ગુણવત્તાની કામગીરી માટે, ઉત્પાદકોએ આ ઉપકરણમાં નીચેના કાર્યો પ્રદાન કર્યા છે:
- થ્રેડોના તાણની ગોઠવણ;
- ફેબ્રિક પર પ્રેસર પગના દબાણને બદલવું;
- સોય punctures વચ્ચે અંતર સમાયોજિત.


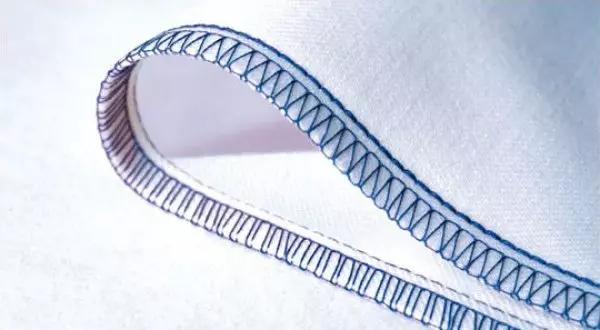
વર્ગ 51 વર્ગ અને 51-એ ક્લાસના કાર્યાત્મક કાર્યો - ગૂંથેલા, લેનિન અને સ્વિમિંગ સુવિધાઓની પ્રોસેસિંગ ધાર 2 અને 3 થ્રેડ ચેઇન્સ સાથે. સ્ટીચ લંબાઈ 0.3 સે.મી.થી 0.6 સે.મી. સુધીની રેન્જમાં છે. સામગ્રીની મહત્તમ જાડાઈ 3 એમએમ છે. શ્રેષ્ઠ બ્રાન્ડ સોય 0029, નંબર 60-70 છે.
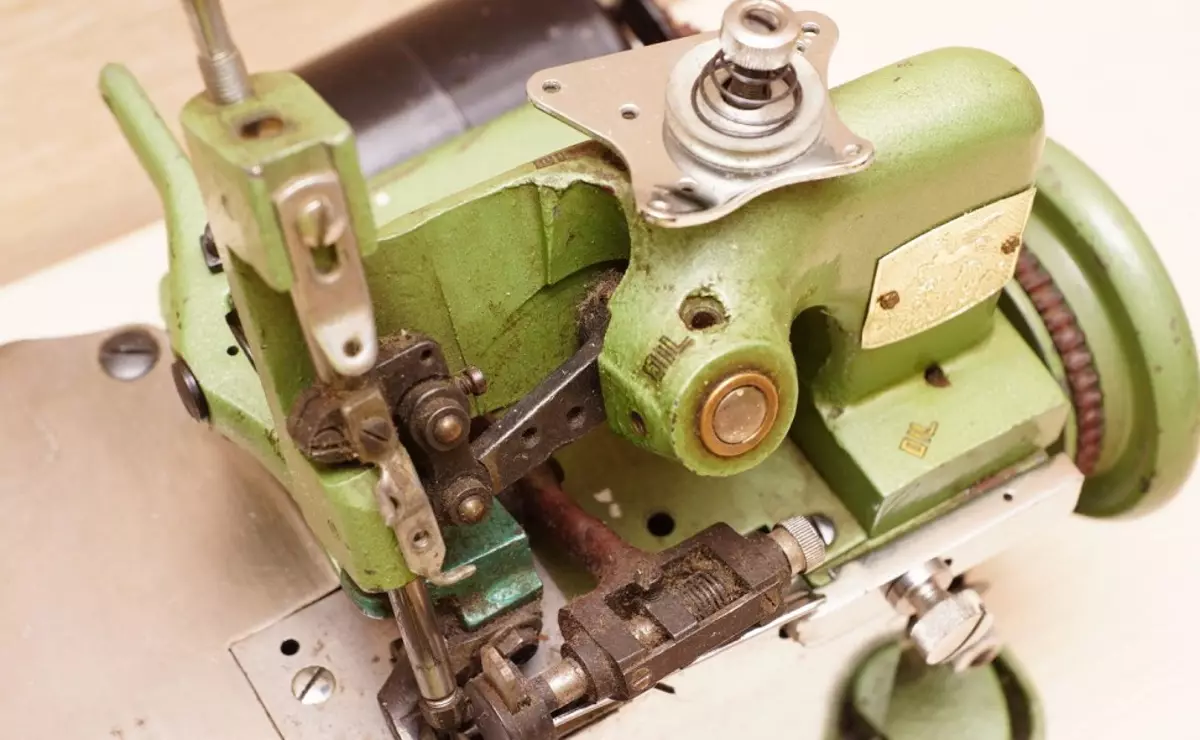
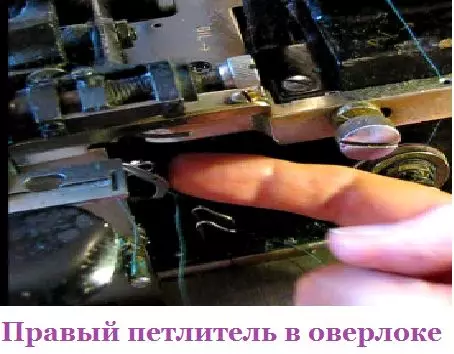
આ ઉપકરણ સોય મિકેનિઝમ અને બે વિસ્ફોટથી સજ્જ છે. જો તમે રાઇટ લૂપરને એક વિરામ સાથે બદલો છો, તો તમે ફક્ત બે થ્રેડોનો ઉપયોગ કરી શકો છો. કોન્ટેડ ગટવેર, 51-એ ક્લાસને ઓવરૉક કરવા માટે પ્રાધાન્ય આપવાનું વધુ સારું છે જે વેબને ખસેડવા માટે અલગ અલગ મિકેનિઝમ ધરાવે છે. ફ્રન્ટ રૂમાલની મોટી હિલચાલને કારણે, સામગ્રીને ખેંચવાની અસર પ્રાપ્ત થાય છે, જે સીમને વધુ સ્થિતિસ્થાપક અને ખેંચવાની મંજૂરી આપે છે.

એક વિશિષ્ટ લક્ષણ એ ખસેડવાની ભાગોના કેન્દ્રિત વીક લુબ્રિકેશનની હાજરી છે, જે સીવિંગ સાધનોના પ્લેટફોર્મ હેઠળ સ્થિત છે. બધા તત્વોના અવિરત લુબ્રિકેશન માટે, ક્રેન્કકેસમાં લુબ્રિકેટિંગ સોલ્યુશનમાં નિયમિતપણે હાજરીની તપાસ કરવી જરૂરી છે. અન્ય તમામ તત્વોને લુબ્રિકેટ કરવા માટે, લાંબા નાક સાથે કન્ટેનરનો ઉપયોગ કરવો જરૂરી છે. ઉપકરણના સતત ઉપયોગના કિસ્સામાં, નિષ્ણાત આ ઇવેન્ટને 30 દિવસમાં ઓછામાં ઓછા 1 વખત અનુસરવાની ભલામણ કરે છે. ઉપકરણની અવિરત કામગીરી માટે, બધા સંપર્ક ભાગોની જરૂર છે, અને કામની પ્રક્રિયામાં તે સતત તેમને ચાલુ કરવા માટે જરૂરી છે.
કામની સુવિધા માટે, ઈન્જેક્શન માટેના શંકુના સ્વરૂપમાં ક્રમાંકિત સિલિન્ડરનો ઉપયોગ કરવા માટે લુબ્રિકન્ટને બદલે વિઝાર્ડની ભલામણ કરવામાં આવે છે.

ફાયદાઓ અને ગેરફાયદાઓ
કોઈપણ ઘરગથ્થુ સિવીંગ ઉપકરણની જેમ, ક્લાસ ઓવરલોક 51 પાસે હકારાત્મક અને નકારાત્મક બાજુઓ બંને છે.
લાભો:
- પોષણક્ષમ ભાવ શ્રેણી;
- વિશ્વસનીયતા;
- કામગીરીની સરળતા;
- સાર્વત્રિક હેતુ;
- ઓપરેશનની લાંબી અવધિ;
- મેન્યુઅલ એડજસ્ટમેન્ટની હાજરી;
- બધા પ્રકારના થ્રેડો વાપરવા માટે ક્ષમતા.



ગેરફાયદા:
- આધુનિક પ્રકારના ફેબ્રિકની સારવારની અશક્યતા;
- મૂળ સૂચનોની અભાવ;
- સેટિંગ અને સમારકામની જટિલતા;
- સાથે સાથે વિવિધ પ્રકારના થ્રેડોનો ઉપયોગ કરવામાં અસમર્થતા;
- કોઈ ફાજલ ભાગો નથી.
ખામીઓની હાજરી હોવા છતાં, આ ઉપકરણ માંગમાં છે અને વર્ષોથી સીવિંગ ઉત્પાદનમાં વ્યાપકપણે ઉપયોગમાં લેવાય છે.

થ્રેડ રિફ્યુઅલિંગની યોજના
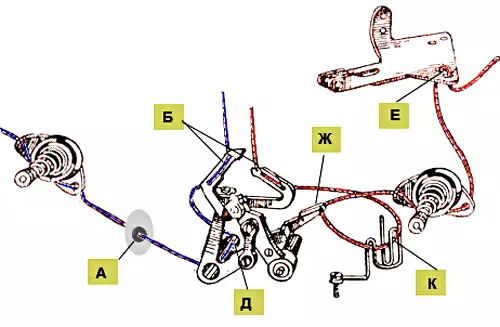
ઉપકરણને અવિરત કરવા માટે કાર્ય કરવા માટે, તે થ્રેડોને યોગ્ય રીતે સુધારવું જરૂરી છે. આ પ્રક્રિયામાં નીચેના મેનીપ્યુલેશન્સનો સમાવેશ થાય છે:
- સોય થ્રેડ રિફ્યુઅલિંગ;
- ડાબી અને જમણી લૂપરના થ્રેડને રિફ્યુઅલિંગ.
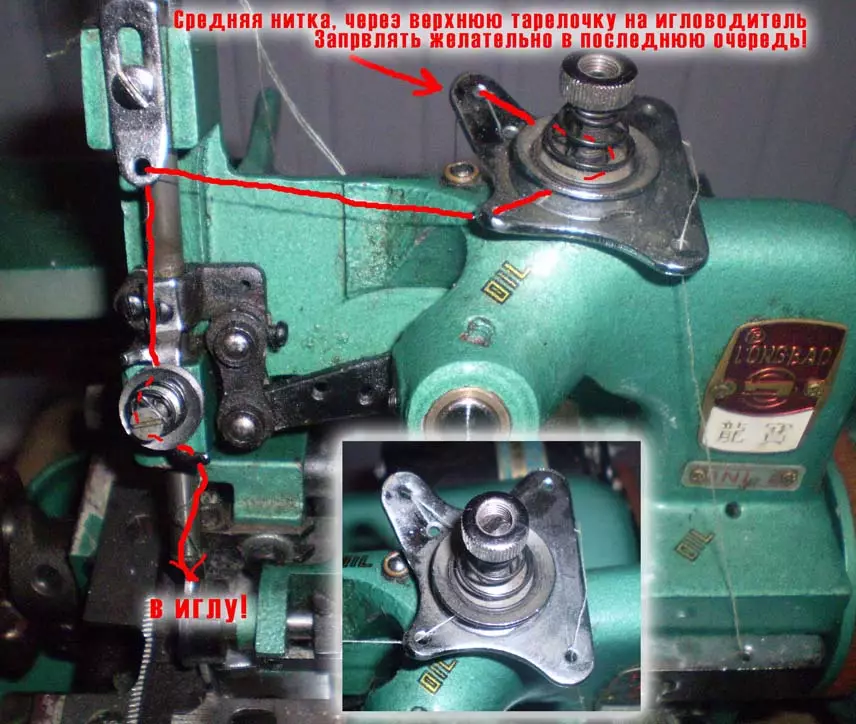
સોય થ્રેડને ત્રિ-પરિમાણીય હૂંફાળું માટે રિફ્યુઅલ કરવાના મુખ્ય પગલાં.
- નાટેનેસ્ટિક પ્લેટ પર સ્થિત બે છિદ્રો દ્વારા કોઇલ થ્રેડ્સનું સંચાલન કરવું;
- તાણ નિયમનકારની ડિસ્ક હેઠળ થ્રેડોને તેની બાજુમાં ખસેડો;
- નિશબૉર્ડ પ્લેટ પર આંતરિક હોર્ન આંખ દ્વારા વિભાજન;
- બીજી આંખમાં થ્રેડની દિશા, જે ડાબી બાજુએ સ્થિત છે;
- થ્રેડને ડાબેથી જમણે સોય કોડમાં સાચવી રહ્યું છે;
- સોય માં થ્રેડો હાથ ધરે છે
- પંજા હેઠળ થ્રેડની સ્થાપના.

પ્રથમ ટાંકા માટે, નિષ્ણાતોને ઓછામાં ઓછા 5 સે.મી. લાંબી થ્રેડ છોડવાની ભલામણ કરવામાં આવે છે.
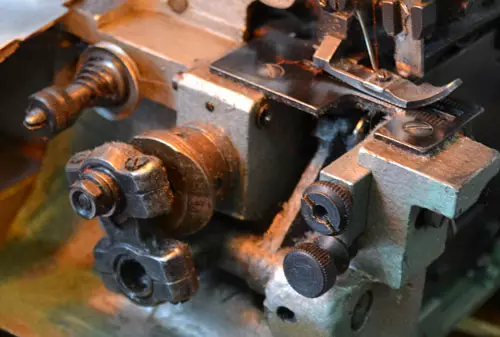
ડાબે અને જમણા ખોટામાં થ્રેડને બળવો કરીને નીચેની ભલામણો દ્વારા અનુસરવું જોઈએ:
- થ્રેડને તળિયેથી રિંગિંગ કરવું;
- હુલ બુશમાંથી થ્રેડોને દૂર કરવું;
- બધા ગાંઠો ફરજિયાત માર્ગ;
- યોજના સાથે સખત પાલન માં ગાંઠો મારફતે થ્રેડો હાથ ધરવા;
- લૂપર પાછળથી થ્રેડને દૂર કરો.
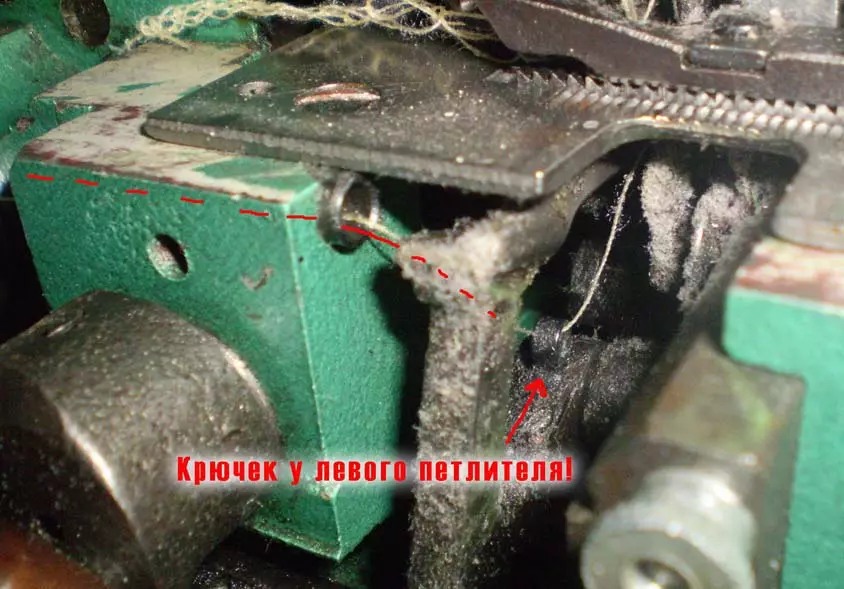
થ્રેડોને કપડાના ડાબા લૂપરને વધુ મુશ્કેલ બનાવવા માટે ઠીક કરો, કારણ કે તે લૂપર અને નાઇટનાસ્ટોરની ઍક્સેસ સુધી મર્યાદિત છે. તે જૂના થ્રેડોને ખેંચવા માટે સખત પ્રતિબંધિત છે અને એક જ સમયે ઘણા થ્રેડોને ખેંચે છે.
રિફ્યુઅલિંગની ચોકસાઇ માત્ર થ્રેડોના સ્થાન પર જ નહીં, પણ કેમેરાની ચોકસાઇથી પણ નિર્ભર છે. આ ભાગની સંખ્યાબંધ ડિગ્રી માટે સ્થાન વિસ્થાપન એક જ સમયે બધા લૂપર્સનું ઉલ્લંઘન તરફ દોરી શકે છે.

તેથી, થ્રેડોને રિફ્યુઅલ કરતા પહેલા, આ તત્વના સ્થાન પર વિશેષ ધ્યાન આપવું જરૂરી છે.
સેટિંગ માટે સૂચનો
આ પ્રકારના ઓવરલોકને સમારકામમાં નિષ્ણાતોની અભાવને કારણે, તેમજ કામની ઊંચી કિંમત, જેની કિંમત ઘણીવાર સાધનોની કિંમત કરતાં વધી જાય છે, આ સાધનોના માલિકોને તેની સંપૂર્ણ સેવા પૂરી કરવા માટે ફરજ પાડવામાં આવે છે તેમના પોતાના હાથ. ઉત્પાદકોના સૂચનો સાથે સખત રીતે આ પ્રકારના કામનું સંચાલન કરવું જરૂરી છે.
આ પ્રકારના સાધનોનો ભંગ કરવો એ ખૂબ જ દુર્લભ ઘટના છે. બધા ગાંઠો અને મિકેનિઝમ્સમાં તાકાતમાં વધારો થયો છે અને સ્વતંત્ર રીતે નિષ્ફળ શકી નથી. મોટાભાગના બ્રેકડાઉન સીવિંગ અથવા ટ્યુનિંગનું સંચાલન કરતી વખતે ઓવરલોક સાથે ખોટી હેન્ડલિંગ સાથે સંકળાયેલા છે.

ઉપકરણને સમાયોજિત કરતી વખતે સૌથી મહત્વપૂર્ણ વેક્ટર ડાબે મેટલ હૂકનું સ્થાન છે. મહત્તમ નીચલા સ્તર સુધી સોય ઇસ્લારને છોડવાની પ્રક્રિયામાં, તે ભારે ડાબા સ્થાને હોવું જોઈએ, અને મેટલ હૂકનો અંત 0.5 સે.મી.ના અંતરે સોય રોડમાંથી દૂર કરવો આવશ્યક છે. કાનના સ્તરથી 0.3 સે.મી.થી વધુ સોયને ઉછેરવું, એક વળાંક બનાવવો જોઈએ. ડાબા લૂપર અને સોય વચ્ચેની અંતર 0.05 સે.મી.થી વધુ ન હોવી જોઈએ. અંતરને સમાયોજિત કરવા માટે, ડાબી લૂપરના સ્ક્રુ ફાસ્ટનરનો ઉપયોગ કરવો જરૂરી છે, તે દરમિયાન તે નિર્દેશિત સોયની નજીક આવે તે સમયે તેને ફ્લિકન કરવું જરૂરી છે. તે ફાસ્ટનરને સખત સજ્જડ કરવા અથવા તેને હળવા સ્થાને છોડી દેવા માટે પ્રતિબંધિત છે. ગોઠવણી પૂર્ણ થયા પછી, તમારે પરિણામને ઠીક કરવું આવશ્યક છે.
સોય લૂપને કબજે કર્યા પછી, ડાબી બાજુના હૂક તેને તેના રેઝર પર ખેંચે છે, અને હૂકને ડાબી બાજુના હૂકમાંથી લૂપમાં પ્રવેશવા માટે તેને તરત જ નિર્દેશિત કરવામાં આવે છે.

જમણા બાજુ પર હૂકનો અંત ડાબી બાજુના હૂકની આંતરિક બાજુથી ઊંડાણમાં, તેના છિદ્રની નજીક અને એક જ સમયે રેઝર નજીક સ્થિત છે. ભાગોના સ્થાનની સાચીતા તપાસો વર્ચ્યુઅલ લંબાઈવાળી સ્ટ્રીપનો ઉપયોગ કરી શકાય છે. જમણે હૂકનો અંત ડાબી બાજુના હૂક છિદ્ર કરતાં ઓછો હોવો જોઈએ અને બંને લૂપર્સના બ્લેડ્સ વચ્ચેનો તફાવત 0.16 સે.મી.થી વધુ હોવો જોઈએ નહીં. અંતિમ સેટિંગ પગલું જમણી લૂપરથી હિંગને દૂર કરવાનો છે.
જ્યારે સોય જમણી લૂપમાં પસાર થાય છે, સોય અને લોવર બ્લેડ વચ્ચેની અંતર 0.16 સે.મી.થી વધુ ન હોવી જોઈએ, અને જમણી લૂપરની આંખ વચ્ચેનો તફાવત અને સોયની ધાર 0.6 સે.મી. હોવી જોઈએ.
જમણી લૂપરની વિશિષ્ટ સુવિધા - એડજસ્ટમેન્ટ સ્ક્રુની ગેરહાજરી જેની સાથે તેના સ્થાનને સમાયોજિત કરવું શક્ય છે. એડજસ્ટમેન્ટ પ્રક્રિયા ઉપકરણના યાંત્રિક બેન્ડિંગમાં આવશ્યક સ્થિતિમાં છે.

સોયને યોગ્ય રીતે કેવી રીતે બદલવું?
સોયનો સમયસર પરિભ્રમણ એ ઉચ્ચ ગુણવત્તાની રેખા મેળવવાની ગેરંટી છે. અનુભવી સીમસ્ટન્સીસ એ સોયને બદલવાની ભલામણ કરે છે જ્યારે તે વિકૃત થાય છે અને તૂટી જાય છે, પરંતુ ચોક્કસ સમયગાળા પછી, જે સમયગાળો સાધનસામગ્રીની તીવ્રતાના સ્તર પર આધાર રાખે છે. આ સાધનો લાંબા સમય સુધી ઉત્પાદન ધરાવે છે તે હકીકતને કારણે, પછી ઉપયોગમાં લેવાતી સોય ખાસ હોવી જોઈએ, જેની વિશિષ્ટ સુવિધા એક નાની લંબાઈ અને જાડા ફ્લાસ્ક હશે.
આધુનિક સિવીંગ સોયનો ઉપયોગ, જે સાધનસામગ્રીની તકનીકી લાક્ષણિકતાઓને અનુરૂપ નથી, તે માત્ર ખરાબ અને ખોટી રેખાઓ મેળવવા માટે જ નહીં, પણ ઉપકરણ બ્રેકડાઉન પણ લઈ શકે છે.
ગાઢ પેશીઓની સારવાર માટે, નિષ્ણાતો 100 અને 120 ની સંખ્યા હેઠળ સોયનો ઉપયોગ કરવાની ભલામણ કરે છે.


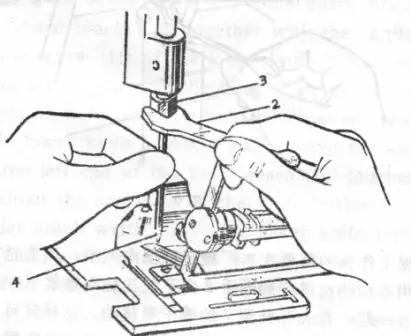
નિયમનકારી ઉપકરણ પર સોયની ફેરબદલ એ એક સરળ, પરંતુ ખૂબ જ મહત્વપૂર્ણ પ્રક્રિયા છે જે સખત અનુક્રમમાં કરી શકાય છે.
કામના મુખ્ય તબક્કાઓ:
- કટીંગ કન્ટેનરને દૂર કરવું;
- પેનલનું સ્થાન સૌથી નીચલા સ્તર પર છે, જ્યાં ટેલરિંગ સોય અને વિશિષ્ટ સ્ક્રુડ્રાઇવરો સાથે ટ્રે હોય છે;
- ક્લેમ્પિંગ પ્લેટ લીવરને ઉઠાવી લેવું;
- હિન્દલેટથી યાર્નની ખીણ ખેંચીને;
- પગની લીવરને છોડીને;
- સ્ક્રુડ્રાઇવરના વાટાઘાટની વાતાવરણનો ઉપયોગ કરીને ફાસ્ટનિંગ બોલ્ટ્સના છિદ્રોને નબળી બનાવે છે.
નવી સોય મૂકતા પહેલા, તમારે જૂના સીવિંગ તત્વને કાળજીપૂર્વક દૂર કરવું આવશ્યક છે. નવી સોયને માઉન્ટ કરવા માટે, તમારે બે આંગળીઓ સાથે સોય લેવાની જરૂર છે જેથી ફ્લાસ્કનો મૂર્ખ ભાગ પાછળ હોય, અને તેને સ્ક્રુ હેઠળ ગૌણમાં મૂકો. ઉપરના બધા મેનીપ્યુલેશન્સ પછી, હિલચાલ ઘડિયાળની દિશામાં લૉકિંગ સ્ક્રુને સુરક્ષિત રીતે સજ્જ કરવું જરૂરી છે. બધા મેનિપ્યુલેશન્સ ફીટ પર થ્રેડોને નિષ્ફળ ન કરવા માટે શક્ય તેટલું ચોક્કસ બનાવવું આવશ્યક છે. સોયને ઇન્સ્ટોલ કરતી વખતે, તમારે તેને શક્ય તેટલી વિશ્વસનીય રીતે પકડી રાખવાની જરૂર છે અને નીચે નહીં.

સોય ઇન્સ્ટોલેશન નિયમોનું પાલન કરવામાં નિષ્ફળતા ફક્ત કામ કરવા માટેની અશક્યતાને જ નહીં, પણ ઉપકરણના સંપૂર્ણ વિરામને પણ લઈ શકે છે. નિષ્ણાતો બ્રેકડાઉનના મુખ્ય કારણો ફાળવે છે:
- સોય ઉત્પાદન માટે સોયની અધૂરી ઇન્સ્ટોલેશન;
- પાતળી સોય ગાઢ ફેબ્રિક સારવાર;
- કામગીરી દરમિયાન સામગ્રીની મજબૂત તાણ;
- પંજા અથવા ખોટી ઇન્સ્ટોલેશનની સપાટી પર ખામીની હાજરી;
- ખોટી સ્થિતિમાં સોય ગ્રુવનું સ્થાન;
- અનુચિત બ્રાન્ડ અને કદની સોયનો ઉપયોગ કરવો;
- વિકૃત સોયનું કામ ચલાવવું;
- સોય ઉત્પાદનના નબળા ફિક્સેશન.

ઓવરલોકનો ઉપયોગ કેવી રીતે કરવો?
એક ડઝન વર્ષો સુધી સેવા આપવા માટે હસ્તગત સાધન માટે, અનુભવી સીમસ્ટ્રેસ કાળજીપૂર્વક ઉત્પાદકની સૂચનાઓનું કાળજીપૂર્વક તપાસ કરવા અને સખત રીતે તમામ નિયમોનું પાલન કરવા માટે કાળજીપૂર્વક ભલામણ કરે છે.
સિલાઇ મશીનની કામગીરી માટે મુખ્ય ભલામણો.
- લૂપર અને સમગ્ર ઉપકરણની નિયમિત સફાઈ કરવી;
- ટેલર સોયની સમયસર સ્થાનાંતરણ.
51 ક્લાસ ઓવરલોકના બ્રેકજ બ્રેકજનું સૌથી સામાન્ય કારણ એ યાર્નની અનિયમિત તણાવ છે અને વિવિધ વ્યાસના થ્રેડનો ઉપયોગ કરે છે. ઉપભોક્તાઓ માટે તેની અનિશ્ચિતતા હોવા છતાં, ખાસ ઔદ્યોગિક બોબિન્સના થ્રેડોનો ઉપયોગ કરવા માટે કોઝી માટે નિષ્ણાતોની ભલામણ કરવામાં આવે છે. સાધનને રૂપરેખાંકિત કરવા માટે, તમારે પહેલા બધા નોડ્સને પહેરાવવું આવશ્યક છે, અને પછી દરેક થ્રેડને અલગથી ખેંચો.
અનુભવી સીમનો ઉપયોગ બહુ રંગીન થ્રેડોને ગોઠવવા માટે થાય છે.

કામની પ્રક્રિયામાં એક અનૈચ્છિક ઘોંઘાટનો દેખાવ કેનવાસના ખૂબ જ જાડા ટુકડાઓની પ્રક્રિયાની વાત કરે છે, જ્યારે પંજા સાથે જમણા હૂક અથડામણ થાય છે. આ સમસ્યાને અવગણવું એ મેટલ લૂપરની નિષ્ફળતાને ઉત્તેજિત કરી શકે છે. થ્રેડોના રિફ્યુઅલિંગનું પાલન કરવામાં નિષ્ફળતા સમગ્ર સાધનના કાર્યમાં વિચલન ઉશ્કેરે છે. સમસ્યાને દૂર કરવા માટે, તમારે ઉપકરણમાંથી થ્રેડો ખેંચી જ જોઈએ અને તેને ફરીથી ભરો.
એક ભાગ સાથે કામના અંત પછી થ્રેડને ખેંચવા માટે, નિષ્ણાતો થ્રેડોને ટ્રીમ ન કરવાની ભલામણ કરે છે, પરંતુ કાળજીપૂર્વક નવી વસ્તુ મૂકે છે અને કામ ચાલુ રાખે છે. આ યુક્તિ ફક્ત ઉપભોક્તા અને કામના કલાકોને સાચવવાની મંજૂરી આપશે નહીં, પરંતુ તોડે છે.
જો સીમ પર કામ દરમિયાન, તેઓ છોડવાનું શરૂ કર્યું, તો તે skipping દેખાવાનું શરૂ કર્યું, સમસ્યાનું કારણ સોય ઉત્પાદનના સ્થાનમાં પાળી રહ્યું છે. મુશ્કેલીને સાફ કરો ભાગને ભાગને ઘણા મિલિમીટર સુધી વિસ્થાપિત કરી શકાય છે.

સ્વતંત્ર કપડાં ઉત્પાદન ફક્ત એક લોકપ્રિય વ્યવસાય નથી, પણ તે ખૂબ જ આકર્ષક છે. ગુણાત્મક પરિણામ મેળવવા માટે, માત્ર મૂળભૂત વ્યવહારુ અને સૈદ્ધાંતિક જ્ઞાન, પણ ઉચ્ચ ગુણવત્તાની કાચા માલ, તેમજ સારા સાધનો પણ નહીં. સીવિંગ પ્રક્રિયામાં સામેલ મુખ્ય તકનીકી ઉપકરણોમાંની એક ઓવરલોક છે, જેની સાથે ઉત્પાદનને વધુ ભવ્ય અને ટકાઉ બનાવવું શક્ય છે.
ઘરના ઉપયોગ માટે, ખર્ચાળ સાધનો મેળવવા માટે જરૂરી નથી, અને તમે પ્રોવેન મોડેલ્સ, જેમ કે ક્લાસ ઓવરલોકથી પણ પસંદ કરી શકો છો.
ઓવરલોક 51 વર્ગમાં થ્રેડ કેવી રીતે ભરવું, નીચે જુઓ.