
કાંસ્ય - પ્રથમ એલોય જેણે હજારો વર્ષો પહેલા વ્યક્તિને બનાવવાનું શીખ્યા. ત્યારથી, કાંસ્ય ઉત્પાદનો ખૂબ જ લોકપ્રિય છે. આજકાલ, આધુનિક માસ્ટર્સ ફાઉન્ડ્રી ટેક્નોલોજીઓને ઘરની પરિસ્થિતિઓમાં અનુકૂલન કરવાનો પ્રયાસ કરી રહ્યા છે, આ માટે તમારે કાંસ્યના રાસાયણિક રચના અને ભૌતિક ગુણધર્મો, તેમજ એલ્યુમિનિયમ કાંસ્ય સહિતના એલોય્સની વિશિષ્ટતાઓ જાણવાની જરૂર છે.
આ લેખ આવા મહત્વપૂર્ણ સૂચક તરીકે કહે છે ગલન તાપમાન, તેમજ સ્મિતિંગ અને કાસ્ટિંગ કાંસ્યની પ્રક્રિયા હાથ ધરવા માટે તબક્કાઓ.



ગલનશીલ તાપમાન
અસ્તિત્વ ધરાવે છે વિવિધ પ્રકારના કાંસ્યના મેલ્ટિંગ તાપમાનની કોષ્ટક. સીધી સુગંધથી આગળ વધતા પહેલા, તે સમજવું જરૂરી છે કે તાપમાન એ છે કે તાપમાન એ છે કે એક અથવા બીજી ધાતુ ઓગળે છે અથવા સંપૂર્ણપણે પ્રવાહી સ્થિતિમાં જાય છે. કાંસ્ય ખરેખર અસંખ્ય વિવિધ એલોય છે જેની રચના મુખ્ય ઘટક તરીકે શામેલ છે, અને અન્ય ઘટકો વધારાના (એલોયિંગ) તરીકે શામેલ છે.
આ એલોયિંગ પદાર્થો હોઈ શકે છે એલ્યુમિનિયમ, બેરિલિયમ, ટીન, સિલિકોન અને બીજું. તે ફક્ત કાંસ્યની રાસાયણિક રચનાથી જ છે શારીરિક ગુણધર્મો મેટલ, મેલ્ટીંગ પોઇન્ટ સહિત. કોપર એલોય ઓગળે, તમારે તેને જાણવાની જરૂર છે રાસાયણિક રચના , ફક્ત એટલા માટે તમે ડિગ્રી સેલ્સિયસમાં ગલન બિંદુને યોગ્ય રીતે નિર્ધારિત કરી શકો છો. ચાલો ગલન તાપમાનથી પરિચિત થઈએ.

શુદ્ધ ધાતુ
જોકે સ્વચ્છ તાંબુ અત્યંત નફાકારક છે, કારણ કે તેની તકનીકી ગુણધર્મો મોટેભાગે વિશિષ્ટ સ્ટેમ્પ્સથી ઓછી હોય છે જે મેટાલર્જિકલ ઉદ્યોગમાં આ ધાતુમાંથી પેદા કરે છે, તેમ છતાં તે જાણશે કોપર ગલન તાપમાન.
શા માટે? હકીકત એ છે કે કોપરના તે બ્રાન્ડ્સનો ઉપયોગ, જેનો ઉપયોગ રાષ્ટ્રીય અર્થવ્યવસ્થામાં થાય છે, તેમાં ઘૃણાસ્પદ પદાર્થોની ઓછી માત્રા હોય છે જે અશુદ્ધિઓ તરીકે માનવામાં આવે છે. આમ, તેમની જથ્થાના નોનસેન્સને લીધે, કોપર બ્રાન્ડ્સનો ગલન બિંદુ સ્વચ્છ તાંબાના ગલન બિંદુની નજીક છે અને તે લગભગ 1084.5 ડિગ્રી સેલ્સિયસ છે.
પહેલાથી જ ઉલ્લેખિત, ગલન બિંદુ પદાર્થની રચના પર આધાર રાખે છે, આ કારણોસર, કાંસ્યનું ગલન બિંદુ 900-1140 ડિગ્રી સેલ્સિયસની શ્રેણીમાં બદલાય છે.


મિશ્રણ
કાંસ્ય માં ટીન આવા એલોયના ગલન બિંદુને ઘટાડે છે, તે વધી નથી 900-950 ડિગ્રી સેલ્સિયસ.
ભારે, એલ્યુમિનિયમ કાંસ્ય સહિત આવા તાપમાનની વિશાળ શ્રેણી છે જે કોપર એલોયની રાસાયણિક રચના પર આધારિત છે. તેમના ગલન બિંદુ છે 950-1080 ડિગ્રી. તે કાંસ્ય ધરાવે છે તે ધ્યાનમાં લેવું પણ જરૂરી છે મોટા વિસ્મૃતિ તેથી, સારી ઓગળેલા પ્રવાહીતાને સુનિશ્ચિત કરવા માટે અંતિમ ગલન પછી તે વધુ પડતું ગરમ થાય છે. ચાલો તબક્કામાં smelling અને કાંસ્ય કાસ્ટિંગ પ્રક્રિયા જુઓ.


પગલું દ્વારા પગલું સૂચના
હસ્તકલાની સ્થિતિમાં, નાના કાંસ્ય ઉત્પાદનો મુખ્યત્વે ઉત્પાદિત કરવામાં આવે છે, ઉદાહરણ તરીકે, સજાવટ તત્વો. વધુ જટિલ ભાગોને ઉચ્ચ-ચોકસાઈ કાસ્ટિંગની આવશ્યકતા હોય છે, જે તકનીકી આ હેતુઓ માટે વિશિષ્ટ રીતે અનુકૂલિત કર્યા વિના અમલમાં મૂકવું ખૂબ મુશ્કેલ છે. સ્થળ તેમજ ખાસ સાધનો . કેટલાક કિસ્સાઓમાં, તમારે સંપાદન સાથે ઇચ્છિત સ્થિતિમાં કાસ્ટ કરવાનો ઉપાય કરવો પડશે ઘરે , જેમ કે વધારાની ઓગળેલા સામગ્રીને મેન્યુઅલી દૂર કરવી, ઉત્પાદનને ગ્રાઇન્ડીંગ અને પોલિશ કરવું.
ધાતુના ગલન સાથે આગળ વધતા પહેલા, તે જરૂરી છે સ્થળ તૈયાર કરો અને જરૂરી સાધનો અને સાધનો પ્રાપ્ત કરો . સ્થળની મુખ્ય આવશ્યકતા એ સારા એક્ઝોસ્ટ વેન્ટિલેશનની હાજરી છે, તેમજ નૉન-જ્વલનશીલ સામગ્રીથી બનેલી ફ્લોર, જેમ કે કોંક્રિટ, સિમેન્ટ અથવા ઇંટ. નાના ઉત્પાદનોના ઉત્પાદનમાં, આ આવશ્યકતાઓ સંપૂર્ણપણે અવલોકન કરવામાં આવે છે, નહીં તો તમારે ગેરેજનો ઉપયોગ કરવો પડશે.
ઘરે ઘરે કાંસ્ય હાથ ધરવા માટે, તાપમાન નિયંત્રણની શક્યતા સાથે ખાસ મફલ ભઠ્ઠી ખરીદવી જરૂરી છે, પરંતુ તમે એક સરળ પર્વત, ઇંધણ સાથે કરી શકો છો જે ચારકોલને સેવા આપે છે.


સાધનોની તૈયારી
શિખાઉ માણસને ખરીદવું જોઈએ, ક્યાં તો સ્વતંત્ર રીતે નીચેના સાધનોનું ઉત્પાદન કરે છે.
- રિફ્રેક્ટરી ક્રુસિબલ ક્રુસિબલ ક્રુસિબલ (જેમ કે કાસ્ટ આયર્ન અથવા સ્ટીલ) એક સ્પૉટ સાથે એક ખાસ વહાણ છે, જ્યાં ઓગળેલા ધાતુના ટુકડાઓ મૂકવામાં આવે છે.
- ભઠ્ઠીમાંથી ટ્રિગર કાઢવા માટેના ઉપકરણો, જે બર્નિંગનું જોખમ ઘટાડે છે - ખાસ હૂક અને ટૉંગ્સ.
- ઓગળેલા ધાતુના ભરો માટે ફોર્મ, જે સુટ અને મોડેલની મદદથી બનાવવામાં આવે છે.
- એકંદરે પોતે જ બે ડ્રોઅર છે જે કાસ્ટિંગ ફોર્મને મોલ્ડિંગ મિશ્રણથી ભરણ કરનાર સાથે પકડી રાખે છે.
- વેલ્ડર સ્યુટ અથવા ફક્ત ખૂબ જ ગાઢ એપ્રોન અને મિટન્સ, જેની નિમણૂંક વ્યક્તિને ઉડતી સ્પાર્ક્સ અને ઓગળેલા ધાતુના સ્પ્લેશથી સુરક્ષિત કરવી.


તમે ઉપરોક્ત હાજરીમાં જોયા પછી, તમે સીધા જ કાંસ્યની ગલન પર આગળ વધી શકો છો.
- હીટ ઓવન , નિયમનકારનો ઉપયોગ કરીને તાપમાનનો ઉપયોગ કરવો. તાપમાન કાંસ્યની રાસાયણિક રચના પર આધારિત છે, જેમ આપણે ઉપર વાત કરી છે. ઉદાહરણ તરીકે, એલ્યુમિનિયમ કાંસ્ય માટે, આવા તાપમાન 1040-1084 ડિગ્રી સેલ્સિયસ હશે.
- આગળ આવશ્યક હોવું જોઈએ ગરમ સ્વરૂપ આ થાય છે કે જ્યારે તે ઠંડી ક્ષમતામાં આવે ત્યારે ઓગાળેલા ધાતુ સ્થિર થતું નથી. ફોર્મ ભઠ્ઠીમાં મૂકવામાં આવે છે જ્યારે તે 600 ડિગ્રી તાપમાને ગરમ કરે છે, જેના પછી થર્મોસ્ટેટ 900 ડિગ્રી પર સેટ થાય છે. જ્યારે ભઠ્ઠીમાં તાપમાન 900 ડિગ્રી સુધી વધે છે, ત્યારે ફોર્મને 3-4 કલાક સુધી ગરમ કરવા માટે છોડો, જેના પછી તે વિશિષ્ટ ઉપકરણોનો ઉપયોગ કરીને સુઘડ રીતે દૂર કરવામાં આવે છે અને 500 ડિગ્રી સેલ્સિયસ સુધી ઠંડુ થાય છે.
- કાંસ્ય સ્લાઇસેસ સાથે ક્રુસિબલ મૂકો સુગંધિત કરવા માટે, ભઠ્ઠામાં ઇચ્છિત ગલન બિંદુ સુધી ગરમ કરવા અને મેટલના સંપૂર્ણ ગલન પર લાવો. તે પછી, વધુ સારી ધાતુ પ્રવાહીતા અને બહેતર કાસ્ટિંગ ગુણવત્તા પ્રાપ્ત કરવા માટે 5 મિનિટ માટે ક્રુસિબલને વધુ ગરમ કરો.
- ભઠ્ઠી અથવા પર્વત પરથી ક્રુસિબલ મેળવો હૂક અને ટીંગ્સની મદદથી અને ફોર્મમાં ભરવા આગળ વધો.

ચાલો તેને કેવી રીતે બનાવવું તે જોઈએ ઉચ્ચ ગુણવત્તાની પ્રોડક્ટ્સ મેળવવા માટે ફોર્મ. કાસ્ટિંગ વર્કશોપમાં, આ ફોર્મનો ઉપયોગ કરીને બનાવવામાં આવે છે ઓલિઅન્સ, માટી, રેતી અને કોલસા પાવડર ધરાવતી મિશ્રણને ઊંઘવું ક્યાં છે. એકંદરે બે ભાગો ધરાવે છે, જેમાંથી દરેક એક બોક્સ છે જ્યાં મોલ્ડિંગ મિશ્રણ ઘટશે.
- પ્રથમ પ્રથમ બોક્સ લો અને તેને મિશ્રણથી ભરવાનું શરૂ કરો, તેને અડધા સુધી રેડવાની, મોડેલને બૉક્સમાં મૂકો.
- પછી બૉક્સને ટોચ પર ભરવામાં આવે ત્યાં સુધી બલ્ક સામગ્રી રેડવાનું ચાલુ રાખો. ઓપરેશન દરમિયાન, તે સતત રેમ અને મોલ્ડિંગ મિશ્રણને છૂટા કરવા માટે જરૂરી છે.
- બીજા ડ્રોવરને ટોચ પર સ્થાપિત કરવામાં આવે છે અને માટી, રેતી અને કોલસા પાવડરનું મિશ્રણ રેડવાનું ચાલુ રાખે છે.
- બીજા બૉક્સમાં ફોર્મની અંદર ઓગળેલા કાંસ્યને ભરવા માટે છિદ્રો પૂરું પાડવું જરૂરી છે.
- જ્યારે બંને બોક્સ ટોચથી ભરવામાં આવે છે, ત્યારે એકીકૃત વિષયનો ઉપયોગ કરીને તેમને વિભાજીત કરો. મોડેલનો અડધો ભાગ એક બૉક્સમાં છે, બીજું અલગ છે.
- તે કાળજીપૂર્વક મોડેલ લે છે, ફરીથી બંને બૉક્સને કનેક્ટ કરો - પરિણામી ખાલી જગ્યાઓ અને ત્યાં ભરવા માટેનો એક ફોર્મ છે.


ભરો
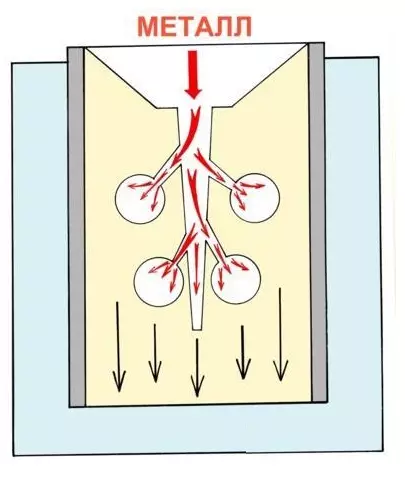
ઓગાળેલા ધાતુના પાતળા વહેતા ક્રુસિબલથી સ્થાનાંતરિત થાય છે ફાઉન્ડ્રી ફોર્મ , જોવું કે ટ્રિકલ સતત વહે છે. જો રૂપરેખાક્ષમ વસ્તુ રૂપરેખાની જટિલતા દ્વારા અલગ પાડવામાં આવે છે, ખાસ સેન્ટ્રીફ્યુજનો ઉપયોગ કરવાની જરૂર છે સેન્ટ્રિફ્યુગલ ફોર્સની મદદથી, તે ઓગળેલા લોકોને આકારની અંદર ઝડપથી હોસ્ટ કરવા માટે મદદ કરશે, તેને સંપૂર્ણપણે તેની સાથે ભરી દેશે.

ઉત્પાદન ગુણવત્તા કેવી રીતે સુધારવી?
હકીકતમાં, ખરેખર એક ગુણાત્મક વસ્તુને સુધારણા વિના ઘરે મેળવી શકાતી નથી.
તમે ગુણવત્તા અને દેખાવને પણ સુધારી શકો છો સહેજ ગલન સામગ્રી સાથે ફોર્મ . આ કરવા માટે, મોડેલમાંથી જીપ્સમ કાસ્ટ પ્રી-મેક, જે મુજબ અમારી આઇટમનું નિર્માણ કરવામાં આવશે, આ કાસ્ટમાં બે ભાગો શામેલ હોવા જોઈએ જે એકબીજા સાથે સજ્જ છે. પરિણામી ગુફામાં, ઉકળતા પાણીમાં ભરાયેલા પેરાફિન અથવા મીણ રેડવામાં આવે છે, અને તે સ્થિર થયા પછી, તેઓ જીપ્સમ શીથને દૂર કરે છે.

આગળ, પરિણામી નીચા-ગલન મોડેલને ખાસ કાસ્ટિંગ માસમાં મૂકવામાં આવે છે, જે પેરાફિનના ડ્રેઇન માટે છિદ્રો બનાવે છે અને ઓગાળેલા કાંસ્યની ખાડી બનાવે છે. તે પછી, ફાઉન્ડ્રી માસ ઉકળતા પાણીમાં મૂકવામાં આવે છે, પેરાફિન પીગળે છે, અને તે સરળતાથી ફોર્મમાંથી બહાર નીકળે છે.
પરિણામી કાસ્ટિંગ ફોર્મમાં વધુ સરળતા હોય છે, તે સામાન્ય રીતે બનાવેલ ફોર્મ કરતાં તેનાથી વધુ સારા ઉત્પાદનોને બહાર કાઢે છે.


નીચેની વિડિઓ ઘર પર સ્મિતિંગ કાંસ્યની પ્રક્રિયા રજૂ કરે છે.